
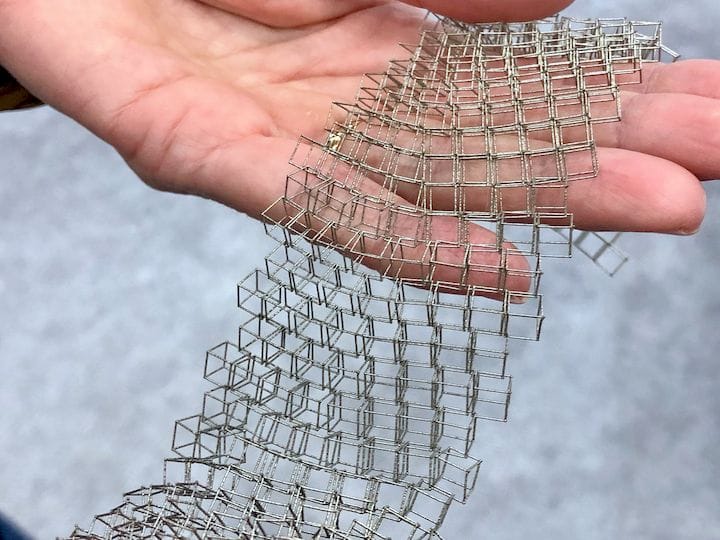
![An extremely fine 3D printed metal mesh by Velo3D’s Sapphire system [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0944f7709c.jpg)
We had a closer look at Velo3D’s amazing metal 3D printing process.
The company, which operated in complete stealth until just under a year ago, had been secretly developing a powerful metal 3D printing process. Now, we’ve seen up close some of the prints that were made with that process and the results are startling, to say the least.
As you can see in the Velo3D print images we captured throughout this post, the level of detail is quite incredible. Extremely fine structures are not only present, but printed with extreme accuracy. This capability means the Velo3D Sapphire system should be able to 3D print objects not possible on other metal 3D printing gear.
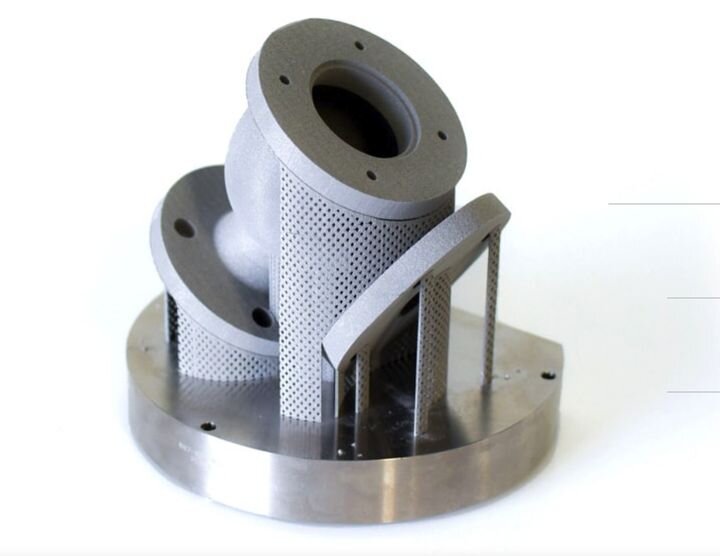
![Complex geometries can be produced with Velo3D’s Sapphire metal 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0944fd873d.jpg)
How do they accomplish this? After a discussion with company representatives, it became clear what was going on. While their system includes many innovations, the key technology is a new type of powder recoater.
Advanced Recoater
A recoater is a mechanism that applies a fresh layer of powder on the print bed, making it ready for a pass by the lasers for selective fusing. Virtually all powder-bed / laser systems include some type of recoater.
The typical arrangement is to have two equal-sized volumes, side by side, each with a moving platform. One is filled with fresh powder, a kind of reservoir, and the other is the actual build volume. As the print proceeds, the non-build volume is raised a tad by its platform. Then a blade bulldozes a small amount of powder from the filled reservoir to the build volume. By carefully controlling the movement of the blade, a very fine layer can be uniformly laid down, ready for laser action.
![A highly complex part produced on the Velo3D Sapphire 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb094504be04.jpg)
The problem with this approach is that the blade tends to catch on any existing print segments that have already been produced on the previous layer. If you were to try to print a metal object without any support structure, just laying in the powder, it would be dislodged from its position at best or swept away at worst. Therefore, these systems require every print to be anchored to a metal build plate — and thus also must be sliced off later.
It also requires the minimum structure width to be rather thick, as the blade could bang it out of shape as it passes if it is too thin. Therefore there is a maximum level of detail obtainable in this type of system.
No Contact Recoater
Velo3D realized this was a major challenge and sought to solve it, and it seems they did with the invention of a revolutionary new powder recoating mechanism. This system, of which we do not yet know the specific mechanics, is “non-contact”. Somehow Velo3D has figured out a way to uniformly distribute powder without disturbing the previous layer in any way. Perhaps it is some kind of spraying system, but we don’t know and Velo3D isn’t telling.
Nevertheless, several interesting things happen due to this amazing recoating system.
First, it is possible to 3D print objects without having them welded to a metal build plate. You can quite literally 3D print metal objects “free floating in the powder”. This will save considerable post-processing work to slice prints off the plate with a fancy EDM wire machine.
No Support Metal 3D Printing
![A metal part with significant overhangs 3D printed with no support structures by Velo3D [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09450a9dab.jpg)
Secondly, the ability to “print in the powder” opens up the possibility of loading the build volume in three dimensions, as is commonly done with SLS systems for thermoplastic powders. These SLS systems can Tetris-fill a print job to fill every available nook and cranny within a build volume, thus maximizing the machine’s throughput. This is a very significant feature that could turn the economics of metal 3D printing upside down, as other systems are essentially “2D”, in that they can only place one layer of parts on the build plate.
Velo3D accounts for this 3D loading capability by designing their machine to have a removable build chamber. Thus, when a print job completes, they can quickly swap out the finished build chamber and swap in a fresh one to begin printing again almost immediately. Meanwhile, the completed prints are removed from the first build chamber at a more leisurely pace in parallel. We’re told the Sapphire system is also set up for future automation. These design features ensure the Velo3D system can most definitely be used for volume production.
Thirdly, the system does not require significant support structures, and often does not require them at all. Velo3D says they are able to easily 3D print overhangs in metal up to a startling 10 degrees! This means that many prints may not require ANY support structures at all, and it also means that it is entirely feasible to 3D print highly complex geometries that would stymie other systems due to the challenge of removing extensive metal supports, particularly those deep inside a structure.
High-Resolution Metal Additive Manufacturing
Finally, the no-contact recoater allows for the printing of extremely fine structures with great precision, as is shown in all these images. One was so impressive we selected it as our design of the week. Velo3D says they can achieve a 500:1 aspect ratio on structures, as opposed to the more typical 10:1 ratio on competing systems.
It seems to me that if you are considering acquiring a production metal 3D printer, Velo3D’s Sapphire system should be on your list. For some applications, it may be the only option.
Via Velo3D








Aerosint and Aconity have proven out their work in multi-metal powder deposition 3D printing.