


Yesterday, Desktop Metal announced two revolutionary new 3D metal printers for both prototyping and production use. Let’s look at the Production system.
The system, simply named “Production” is a complete system for mass production of 3D printed metal parts. The design of the system and its technology have reduced or eliminated many of the problems – and costs – encountered with current 3D metal printing gear.
Let’s do a quick refresh on the costs of traditional 3D metal printing, as we published in our story on Desktop Metal’s Studio system:
To put this in perspective, I must explain first what one must do to use traditional 3D metal printing equipment. To have such an operation you must:
- Acquire the printers themselves, typically around USD$500K or more
- Purchase expensive custom-designed fine metal powder as print material
- Build an air-tight print room with procedures to ensure safety due to potential powder exposure
- Acquire powder management equipment and software
- Connect the equipment to pricey three-phase power
- Acquire a wire EDM machine to slice metal 3D prints off print plates
- Acquire multiple machines to post-process the 3D print, including large multi-axis CNC milling machines
- Acquire and train an expert staff of engineers who can carefully design print jobs to avoid thermal problems during printing
This is really what companies must do to undertake 3D metal printing with current laser / powder technologies. It’s horrifically expensive and has ensured that users have been only those industries where high-cost parts are acceptable, such as aerospace.
Desktop Metal’s Production system could change the equation dramatically, as it both simplifies production use and reduces costs.
But first, how does the Production system work? It turns out it uses an entirely different printing process than it’s sibling, the prototype-enabling Studio system. The Production system uses a binder jetting – metal powder system.
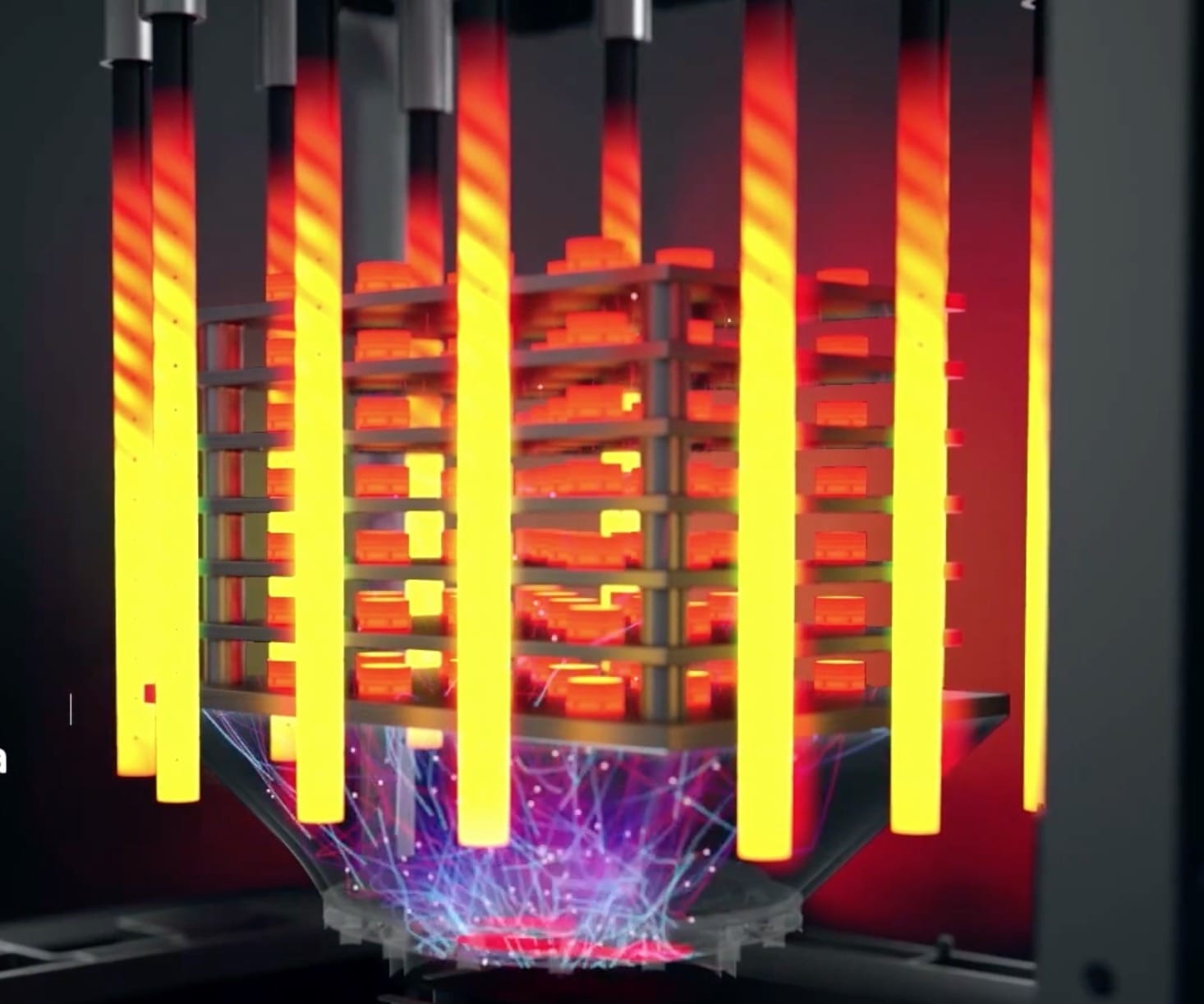
Inside the Production system’s build chamber a moveable arm sweeps across the powder bed. During that single move all required operations are executed:
- A new thin layer of powder is deposited
- Binder is selectively dropped onto the powder
- Anti-sinter is also selectively dropped (more on this in a moment)
- Heat is applied to quickly bind the powder together
This means the moveable arm is doing all the work required by the process in a single movement, unlike most other powder systems that require multiple passes to do all this. The Production system’s delivery arm includes no less than 32,000 individual jets providing a good deal of resolution.
The printing takes place in a generous 330 x 330 x 330mm build volume, and Desktop Metal says the resolution is around 0.05mm, making for some smooth parts.
The printing process proceeds layer by layer to form a complete, “brown” part. This part (or more likely “parts”) is then carefully removed and placed in a special sintering furnace. This furnace is quite different from the Studio’s office friendly furnace in that it applies not only heat, but microwaves to very rapidly sinter the part.
During this stage the residual binder evaporates, leaving a part that, according to Desktop Metal, “fully dense”. This won’t be 100% pure metal, but it will be close and certainly sufficient for a great many applications. Remember that they are targeting industries beyond the precision needs of aerospace, for example.
About that “anti sinter” I mentioned above. This is a critical piece of the system. Essentially it is a substance that prevents metal particles from sintering with each other. In other words, if you need to create a “break” between sections of the print, you can do so by spraying this stuff on portions of a layer.
What makes it important is its implication on support structures: the special agent makes it possible to literally break off the support structures by hand! This feature alone removes the need for vast expenses for post processing equipment and labor, dropping the price of printed parts significantly.
This feature also enables something else quite interesting. In a typical laser / powder 3D metal printer, you must provide adequate separation between parts within the print volume to ensure proper heat flow. This reduces the percentage of usable volume, depending on the number and size of parts used. With the anti-sinter feature, you could theoretically jam parts right up against each other, dramatically improving the the Tetris-ability of the Production system.
While this concept has been implemented for plastic 3D printed parts with Rize’s new system, it has not been used for metal parts as far as I know. This is a big deal.
This all sounds great, but what really matters here is the cost of producing parts. Desktop Metal cites an example in which they compare printing a metal impeller on a typical laser / powder 3D metal printing system vs. their own Production system.
Desktop Metal says the Production system can print up to 8,200 cubic cm per hour. That’s over 8 liters of metal per hour! This is an incredibly fast system.
They say in the same time the traditional system can print 12 impellers, the Production system can print 560! This speed advantage translates into time and cost savings, as they say these impellers would cost only USD$4.25 to produce.
That is very inexpensive as far as 3D metal printing goes. It’s not by any means close to the cost of mass manufacturing, but this cost advantage should permit industries to use 3D metal printing for more types of unusual and exotic parts, making the machines of the future a bit closer to today.
Via Desktop Metal