


Two methods of extrusion are typically found on desktop 3D printers these days. Do you know what they are?
For filament-based extrusion 3D printers, one of the key engineering challenges is to reliably deliver filament to the hot end for deposition on the build plate. There are a number of methods of doing so, but two styles have emerged as the most popular. Each offers advantages and disadvantages.
The first and perhaps oldest method is know as “Direct”, because the filament is directly inserted into the hot end, where it softens and emerges from the nozzle in a precise extrusion line.
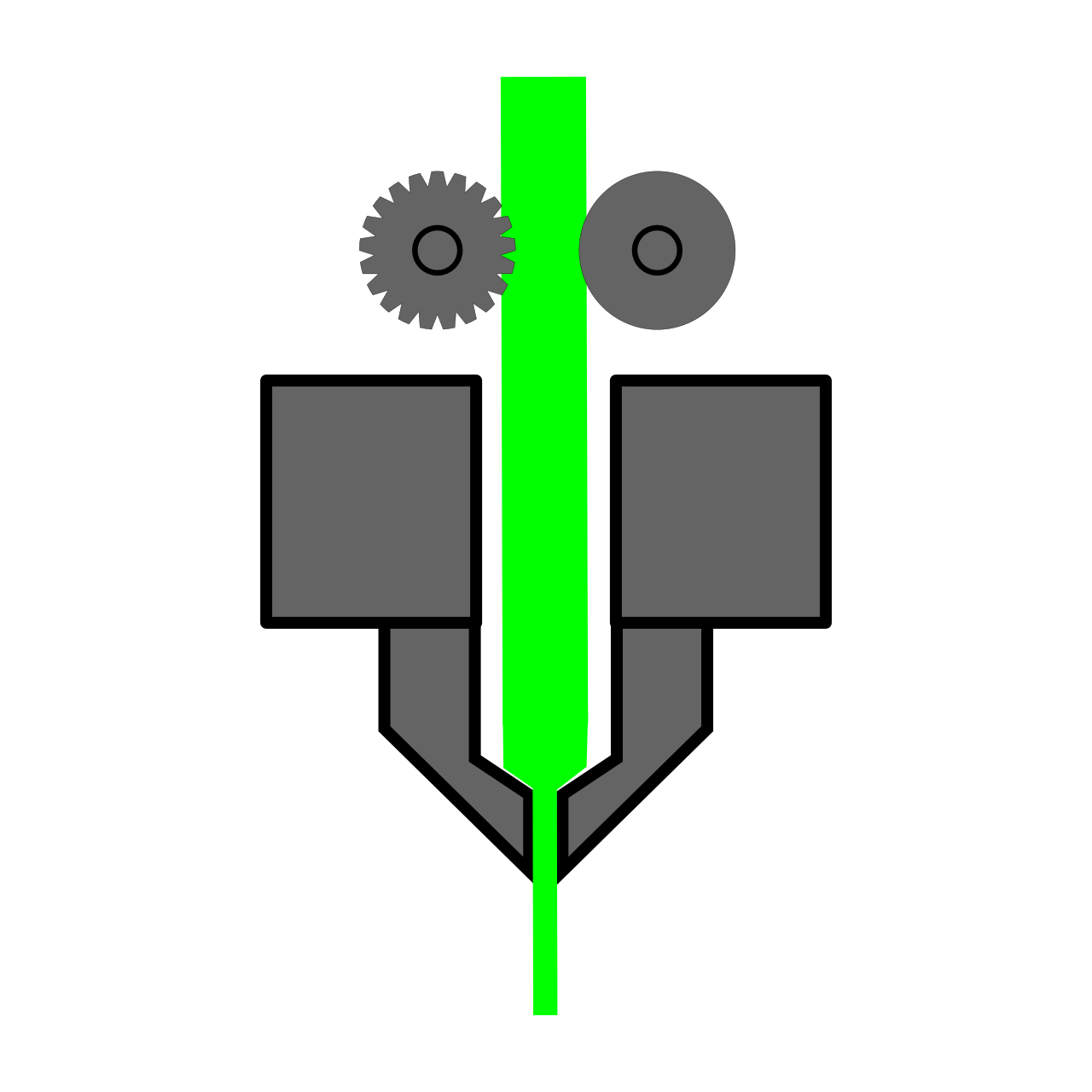
In the Direct approach, the extruder itself is typically mounted directly on top of the hot end. Here you can see a simplified diagram of how it works. The filament is tightly gripped by a gear and wheel. The gear is rotated precisely by a stepper motor, driving the filament downward on a short journey to the hot end. The gear can rotate forwards or backwards to extract filament from the hot end when changing filament.
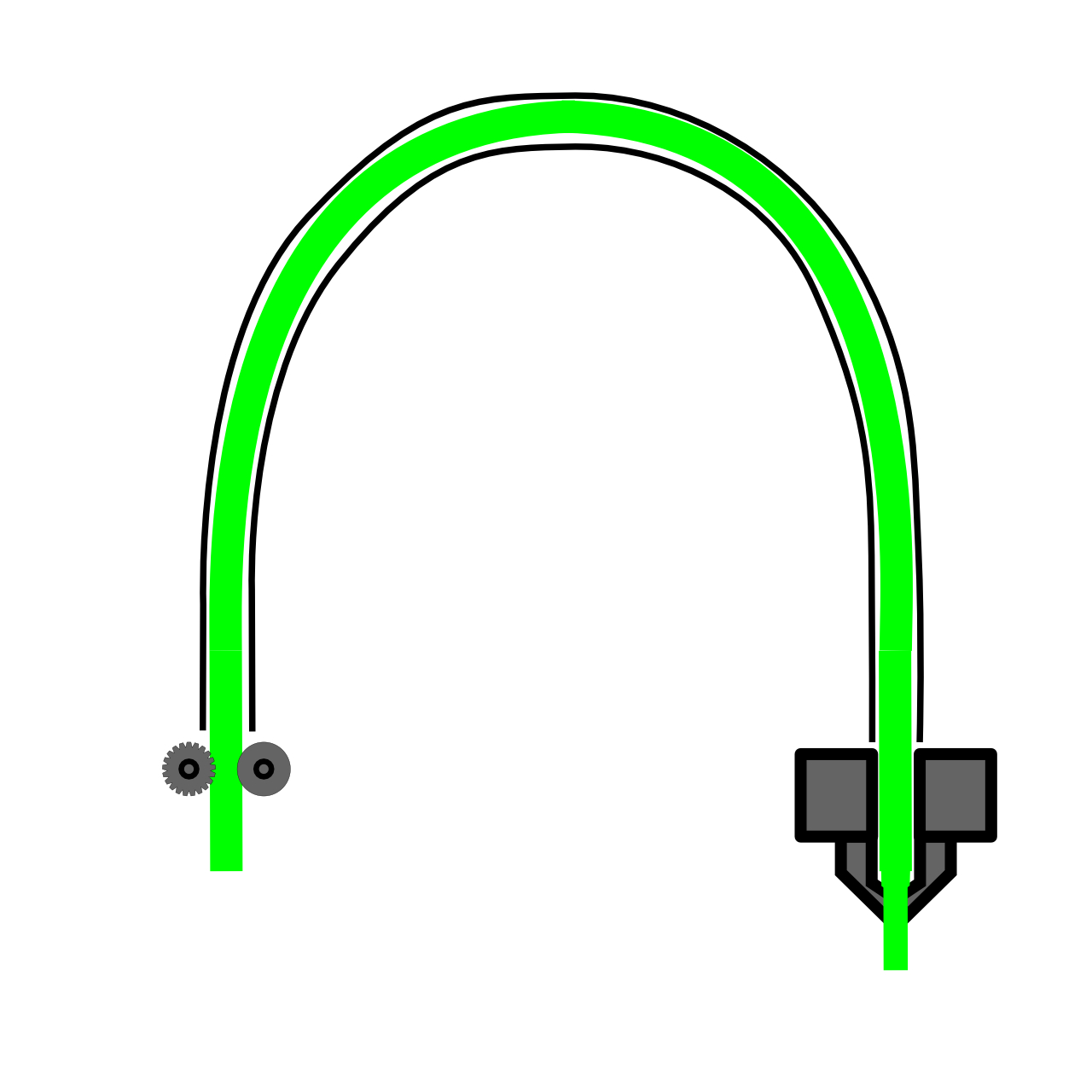
The other style of extruder is known as the “Bowden” approach. Here the hot end is physically separated from the extruder. Typically the extruder is mounted on the back or interior of the 3D printer, as shown at top. The “remote” extruder works in exactly the same manner as the direct extruder: it grasps the filament and pushes. However, the difference is that the filament must travel a distance through a tube to finally arrive at the hot end.
The Bowden approach would at first seem a bit more complex, and it is. However, there can be some advantages in doing so.
By relocating the extruder, its motor and mounts away from the hot end, we can significantly reduce the weight of the moving parts, leaving only the hot end to be pushed to and fro. This decreased weight, should, in theory, result in more accurate prints, particularly at higher speeds: there is less momentum to overcome when changing directions. In other words, Bowdens should be able to print faster, but it turns out there are a lot more factors to achieve speed than just the extruder.
Bowden-Style extruders are typically found in tall delta-based 3D printers, but less frequently on cartesian-based 3D printers.
But there are challenges introduced by the Bowden approach, too. The length of tube introduces a bit of “play” into the filament, particularly on larger machines with longer Bowden tubes. This results in a requirement for finer tuning of extruder engagement. For example, retractions have to overcome the tube play and need precise adjustment to get right.
Another disadvantage to the Bowden approach occurs when filament failure takes place. Consider a scenario where the hot end becomes plugged somehow. The filament cannot be pushed further, so the extruder strips the filament by grinding away any gripping surface on the filament. It’s easy to fix: remove the filament, unclog the hot end and reinsert the filament.
For some users, a show-stopper disadvantage to Bowden extruders is that flexible filaments are challenging to print. This is because the extruder can have difficulty pushing a flexible filament for a long distance with sufficient pressure to enter the hot end. Basically, it can flex instead of pushing forward. In some cases, flexible filaments are not recommended with Bowden-style extruders.
However, here’s the catch: you have to clip off the stripped portion of the filament, because when it hits the extruder, it will stall again because there’s insufficient material to grip. Thus, you have to throw away a length of filament equal to the length of the tube! If you’re having consistent problems and require multiple filament loads, this could mean loss of quite a bit of filament.
Which one is best? It depends, like most decisionable items. We’d recommend a direct extruder for most people, while a Bowden approach might be more useful to those with experience and time to tune their machine.