
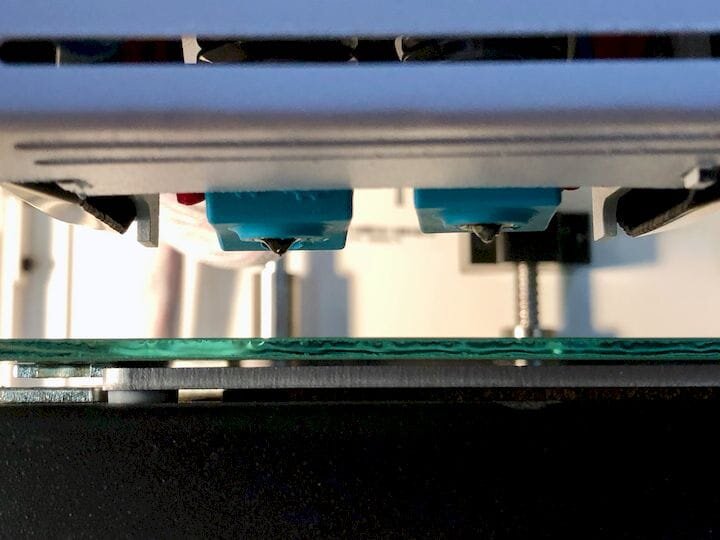
![Independent dual extruders on a MakerGear 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0505dca1d9.jpg)
You don’t see many collaborative 3D printing systems available. In fact, there are none.
At least as far as I know, no 3D printer manufacturer currently offers a fully collaborative 3D printing option, and it could be a while before we see one.
Multiple Modes of 3D Printing
You might be wondering “what the heck is collaborative 3D printing?” — and I’m not surprised, as few talk about it. Perhaps I can explain what I mean by “collaborative 3D printing”.
The concept first arose upon the emergence of independent dual extrusion 3D printers. These dual extruder machines, unlike their predecessors that had two extruders literally bolted together and moving synchronously, have two independently moving extrusion systems within the same build volume.
Several vendors now offers such equipment, including Kentstrapper, Modix, Sharebot, Raise3D, MakerGear, BCN3D, and others.
The initial impetus to provide independent dual extrusion was to allow for two materials to extrude more reliably. While previous “bolted together” concepts did deliver two materials, the problem was that the “other” nozzle would often traverse the in-progress 3D print and spoil it. Sometimes the unused nozzle would drip material where it should not go, or even get caught on parts of the print that happened to stick up too high. These could cause print failure.
![Dual nozzles on a Kodak Portrait 3D printer showing different elevations during printing [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0505e0285e.jpg)
Some vendors overcame this problem by allowing the unused nozzle to rise up slightly, taking it off the current plane of printing. But that didn’t stop the drip problem.
The solution was independent dual extrusion, where the “other” extruder simply moves right off to the side and allows the main extruder to do its work in peace.
Independent Dual Extrusion Modes
This works very well, although the build volume is slightly smaller because the two extruders typically occupy the same X-axis, and thus their reach to the left or right is somewhat constrained by the presence of the other extruder.
But the two independent extruders allowed for new modes of 3D printing beyond mere two-material mode. Some examples:
-
Multiple print mode, where the two extruders are assigned separate zones on the build platform and they print two different objects at the same time, effectively doubling print throughput.
-
Multiple copy mode, where the two extruders are assigned separate zones on the build platform and they print two identical objects at the same time, again effectively doubling print throughput and speeding the production of multiple units.
-
Mirror mode, where two prints are again produced, but are mirror-reflections of each other. This is excellent to produce two halves of one object.
But there’s one more mode to investigate: Collaborative.
Collaborative 3D Printing
In a hypothetical collaborative 3D printing mode, the two extrusion systems would simultaneously build a single object. If such a mode existed, it could certainly speed up 3D printing much as a second core speeds up a CPU.
With such wonderful benefits, where are the collaborative 3D printing systems? There are none that I am aware of, and it’s because it is an incredibly complex problem to solve.
A single extruder, when working, doesn’t have to worry about colliding with another extruder. It has the “field to itself”, so to speak. But that’s not the case in collaborative 3D printing. Each working extruder would have to be aware of the other extruder’s state and position.
Each extruder occupies a significant volume itself as it moves about, and these “bounding boxes” could not be allowed to intersect at any point. Thus a complex system of time and space management would have to be devised and implemented in the slicer and firmware.
Implementing Collaborative 3D Printing
That’s not easy, and there are many possible ways to approach this design.
One way might be to chop the object into, say, six zones. Then during printing, each extruder would be assigned to work within a zone so that they would not collide. Periodically the extruders could switch zones, and the unused zones could serve as a buffer space between them.
However, as the geometries of objects being 3D printed vary considerably, this approach may not work in all cases. It also would not work if the object is small. For example, if the bounding box of an extruder is larger than the object, then it is physically impossible for two extruders to work simultaneously.
Another approach could be to have software segment the object into different parts. Then each part could be produced using multiple object mode in a more straightforward manner.
There are so many complications and edge cases to collaborative mode, it’s no wonder no one has achieved it yet. However, I am told that at least one vendor is working on something that may appear in the future.
But it’s likely to be a method with a number of constraints.
Its been done, 2017, Titan Robotics and Autodesk
https://titan3drobotics.com/titan-robotics-unveils-cronus-ces-2017/
Its been done, 2017, Titan Robotics and Autodesk
https://titan3drobotics.com/titan-robotics-unveils-cronus-ces-2017/