

![Thinking of different ways to 3D print [Source: Joel Telling]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09a6172ac0.jpg)
I’ve been watching some 3D print videos from Fabbaloo friend Joel Telling, and realized something about how 3D print practices are changing.
Joel has recently published three interesting videos exploring more advanced methods of 3D printing. Two of the videos deal with methods to embed magnets in a 3D print. The notion of inserting premade parts during a 3D print is fascinating, and reminds me of something we explored some years ago with a post explaining how to embed nuts and bolts into prints.
The idea of stopping a print to put something in it is at first a bit radical. But then it makes sense.
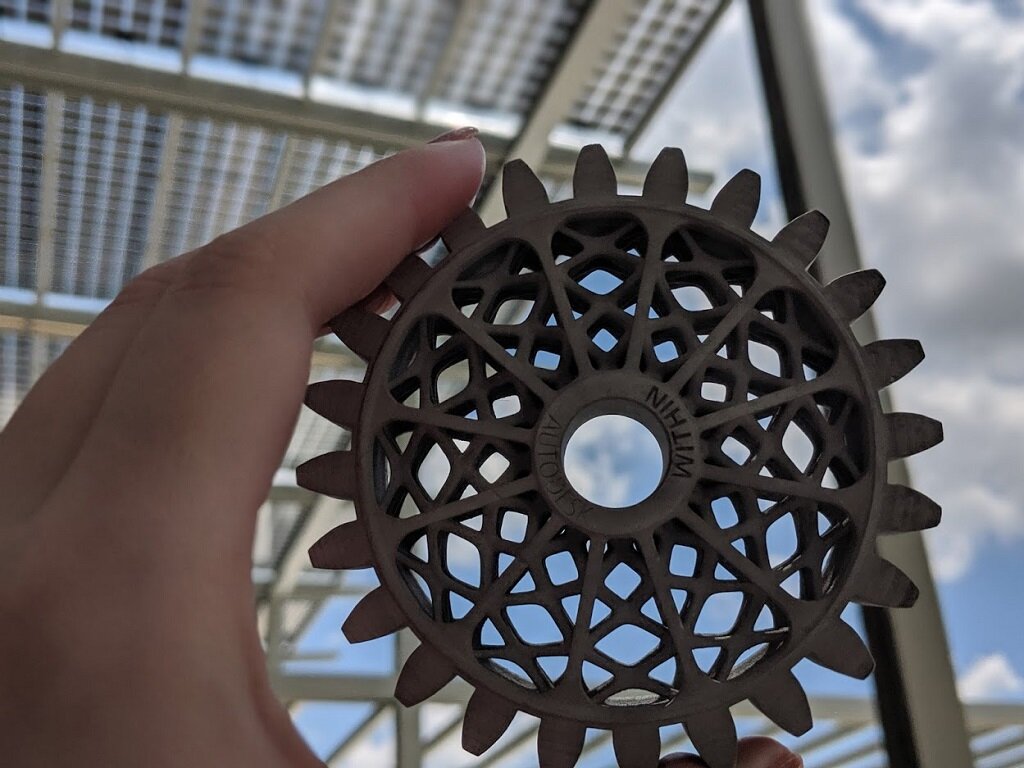
The third video explains how to tweak the 3D print slicing parameters to enable much stronger vase mode prints. “Vase mode”, if you’re not familiar, is the practice of printing continuously in a spiral upwards. This works only on vase-like objects, and by definition the wall thickness is only one extrusion. Because the single extrusion is rather thin, this usually makes for a very flimsy object.
Joel’s approach was interesting in that he tweaked the print parameters to allow for a much thicker extrusion, which made the resulting print far stronger than it would have been otherwise.
These are both terrific 3D printing practices that more of us should learn how to do. But being someone who has been 3D printing for so many years it seems to me there’s a bit of a change happening in the industry. Let me explain.
![My first — and totally unsuccessful — 3D print [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09a61d8b25.jpg)
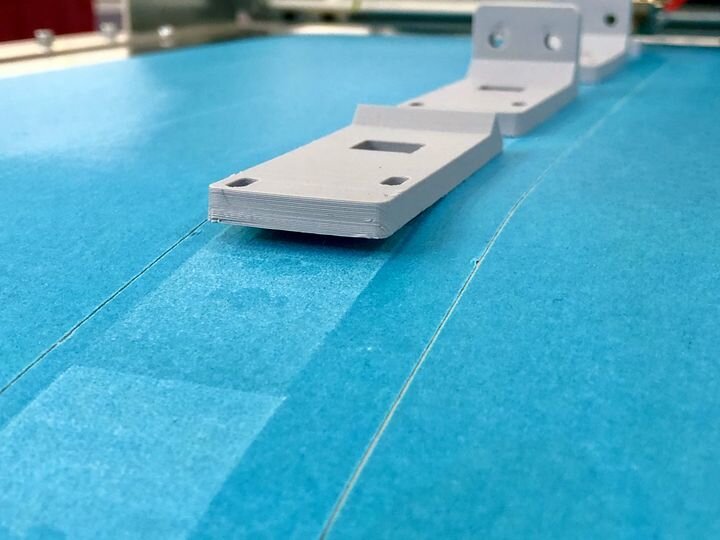
This is a picture of my very first 3D print. As you can see it was not particularly successful. In fact after first laboriously assembling that now-primitive device many years ago, it actually took weeks to figure out how to set the parameters to obtain even a roughly-shaped cube.
There were simple reasons for this. One was that in those days the desktop 3D printer manufacturers tended to not provide any 3D print parameters. Essentially, you were on your own, and had to figure it out by trial and error, over and over and over.
The main reason why they did not do so was because at the time virtually all desktop 3D printers were distributed as kits that had to be assembled by the operator. Sometimes, including in my case, the hot end was literally assembled by winding wire around a metal tube. Because everyone ended up assembling their device slightly differently, for example using 12 winds around the tube, instead of 14, all the devices built were slightly different.
This meant that there were no specific print parameters that could guarantee success. You were definitely on your own.
Thus began an industry-wide quest to achieve the best 3D print parameters. Parameters that would ensure not only high print quality, but also high reliability and consistency.
We know now that such a goal is unachievable, but it is very approachable. In fact we even have a term for this process: “dialing in”. That’s how we all think about 3D printing.
Joel’s videos above showed me how deeply we have been locked in to the “dialing in” concept. These machines we love and operate don’t have “ideal” print parameters; in reality there are multiple solutions for different scenarios. We just need to explore a bit to discover them.
But that means at times, breaking out of the notion of “dialing in”. First you learn to float, and then you learn to swim.





No one seems to offer collaborative 3D printing modes on dual extrusion devices. We explain why this is the case.