
A new research paper introduces a compact screw-based pellet extruder for high content feedstocks, and it could materially shift costs and throughput for polymer, metal and ceramic additive manufacturing.
Pellet extrusion, often called fused granulate fabrication (FGF), promises two big wins over filament: much cheaper raw material and higher flow rates. That is why many large format machines lean on pellets for rapid, thick-bead deposition. The catch has been process control, especially when the pellet stream carries a lot of solid content — think metal or ceramic powders bound in polymer, or heavy fiber loads — where viscosity skyrockets and conventional gear-driven filament systems simply cannot cope.
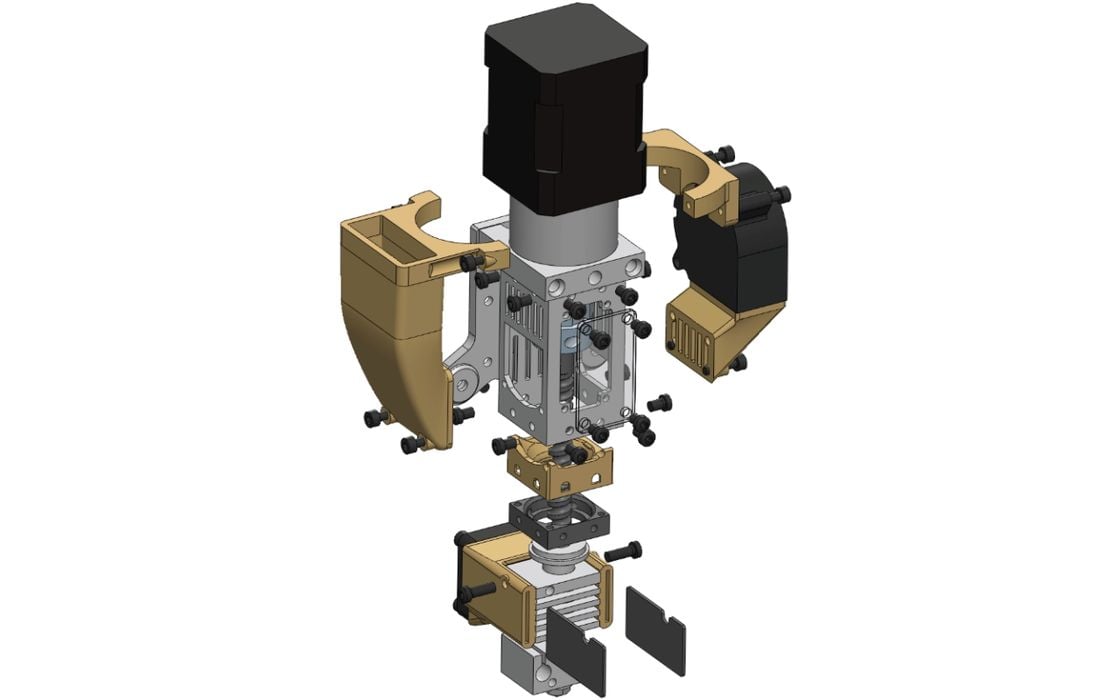
The authors report a compact screw-based system aimed exactly at that gap. Instead of relying on filament as a pre-processed feed, a rotating screw meters, melts and homogenizes granulate at the nozzle. For high content feedstocks destined for debinding and sintering, that positive displacement is key: it can sustain pressure, mix particulates more uniformly and reduce pulsation, which should help with dimensional fidelity and layer adhesion.
Why Pellets And Why Now
Filament is convenient but expensive to make, and it limits fillers because extruding a brittle, highly loaded filament is difficult. Pellets are the native format of the plastics industry and are available in countless formulations, recycled streams and masterbatches. If you can print directly from pellets, you bypass filament conversion, cut material cost and open the door to aggressive loadings that matter for sinter-based AM of metals and ceramics.
High content feedstocks typically target a solids volume fraction high enough to minimize sintering shrinkage while still flowing under heat and shear. That is a delicate balance. Push the solids too high and melt flow stalls; keep it too low and shrinkage balloons in the furnace. A screw extruder offers shear and residence time to keep the mix moving, and its compression can overcome the elevated back pressure at the nozzle that chokes simple push systems.
What The Screw Changes
Mechanically, a compact screw extruder can integrate multiple heated zones, a compression ratio tuned for pellets and a short melt path to limit thermal lag. In practice this can mean steadier bead geometry, fewer under-extrusion events and better tolerance for particle-laden binder. The design also concentrates torque at the screw, not at a filament drive, so abrasive fillers become more manageable. Retraction is traditionally hard for pellet systems, but shorter melt volumes and precise screw indexing can mitigate stringing if the controller supports it.
The paper does not disclose build volume, target layer heights, maximum solids loading or flow rates, so real throughput remains an open question. Likewise, there is no stated nozzle material or wear-life data, which matters when printing abrasive ceramics or metal-filled feedstocks. Slicing integration and retraction strategies are also not described, and those software details often decide whether a pellet extruder behaves on intricate parts or only on large beads and sparse infill.
Still, the potential upside is significant. Service bureaus and labs could trial new binder systems without waiting for filament compounding runs. Education programs could explore recycled pellets and fiber blends at a fraction of filament cost. For sinter-based workflows, higher solid loading at the printer stage could reduce furnace time and variability, though debinding chemistry and thermal profiles will still dominate yield.
What to watch now are numbers. Peak and steady-state extrusion rates, repeatability over multi-hour prints, solids loading limits by volume percent, and successful sintering results — including shrinkage, porosity and density — will tell us whether this is a research one-off or a path to practical, small-footprint FGF. Materials hygiene also matters: drying protocols, hopper design, and pellet size distribution can make or break reliability.
If the team releases the design, component list and firmware, adoption could come quickly among open hardware builders and retrofitters. If it remains proprietary, we would expect partnerships with printer OEMs that already dabble in pellet options. In either case, a compact, well-behaved screw extruder is exactly the tool pellet printing has been waiting for.
If the screw turns out to be small but mighty, filament might finally lose its grip on the thermoplastic extrusion world.
Via OpenAlex