
A new study models how FFF nozzle shape drives pressure loss, hinting at higher print speeds without larger heaters or motors.
Fused Filament Fabrication (FFF) has seen a wave of high speed hardware, but the nozzle remains the last few millimeters where polymer rheology decides the flow ceiling. Pressure drop across the nozzle sets how much torque an extruder must deliver and how quickly the hotend can push melt without slipping or under-extruding. Many vendors chase flow with higher temperatures, bigger orifices, or dual-gear drives, yet few systematically optimize the internal nozzle profile beyond a conventional cone.
In “Numerical Optimization of Nozzle Shapes for Fused Deposition Modeling”, researchers Steffen Tillmann, Felipe A. González, and Stefanie Elgeti present a computational framework that minimizes nozzle pressure loss under different flow assumptions. While the paper uses the term FDM, the results apply also to FFF. Their focus is squarely inside the nozzle, not the broader melt zone or heat break, which isolates the shape variable that manufacturers can change cheaply at scale.
Angles, Splines, And Two Material Models
The team tests two constitutive descriptions common in the literature: a temperature dependent, shear thinning viscous model and an isothermal viscoelastic model. The former approximates how melt viscosity drops with heat and shear rate; the latter captures elastic effects in polymer melts while holding temperature constant. They parameterize geometry in two ways: a simple half opening angle for a conical internal profile, and a more flexible spline based profile.
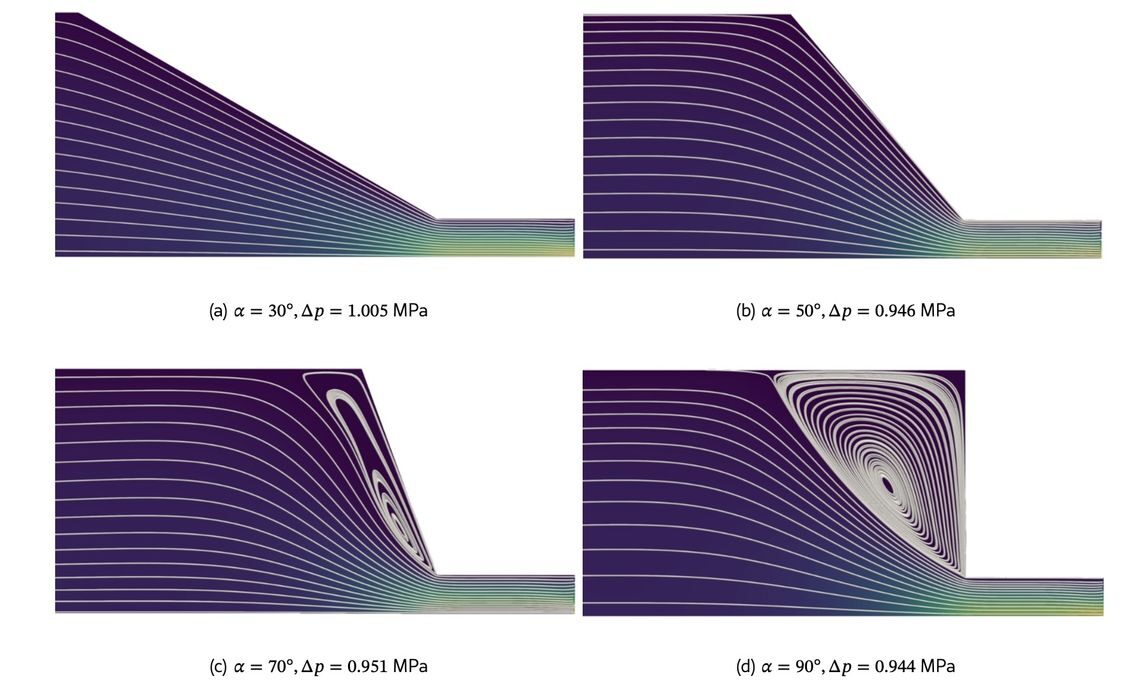
Findings are practical. Under the viscous model, the optimal half opening angle depends strongly on feeding rate (read: volumetric flow). At higher rates the sweet spot clusters near 30 degrees, while lower rates favor larger angles. The viscoelastic model predicts a weaker dependence on feeding rate, implying a wider safe window for nozzle angles when elastic effects dominate. Crucially, spline based shapes deliver only marginal pressure loss improvements over a well chosen cone angle.
What It Could Mean For High Speed FFF
If a simple cone is nearly optimal, nozzle makers can tune a single angle for target flow rates and materials without resorting to exotic internal channels. That matters for throughput, because reducing pressure drop either raises the maximum sustainable flow at a given extruder force or reduces force for the same flow, improving reliability and lowering the risk of hob skipping. For print farms pushing aggressive acceleration and flow, the gain could translate into fewer failed parts and tighter control of bead width.
There are caveats. The abstract does not list specific geometry bounds, tip diameters, or absolute pressure numbers, and the results are purely numerical. Real hotends include entrance effects, melt pool dynamics in the heater block, surface roughness, potential slip at the wall, and significant thermal gradients along the melt zone. The viscoelastic case is isothermal by assumption, which simplifies reality. Also, the nozzle does not act alone: slicer settings, retraction strategy, and temperature setpoints all interact with flow and pressure.
Constraints And Adoption Path
Because the study isolates the nozzle, it does not address total system pressure drop, which often includes the heat break and filament compaction upstream. Materials will also matter. PLA, ABS, PETG, nylon and filled polymers have very different shear thinning and elasticity, so a one angle fits all approach might not hold. The authors suggest spline freedom adds little beyond a tuned angle, which is good news for manufacturing cost, but it also means the payoff may be modest unless a machine is clearly flow limited.
What to watch next is experimental validation. We need back to back testing of optimized angles versus off the shelf nozzles under matched conditions: extruder force versus flow curves, maximum stable volumetric flow before under extrusion, pressure ripple during accelerations, and dimensional accuracy on fast toolpaths. Publishing CAD of the candidate geometries would accelerate community replication. If confirmed, slicers could even suggest nozzle angles based on chosen volumetric flow targets, and nozzle vendors could offer angle tuned lines for distinct speed regimes.
Sometimes the fastest way to print is to change the shape of the smallest part.
Via arXiv