
A new study delivers a tolerance catalog for FFF parts and shows why scaling STL files can hurt inclined feature accuracy.
A team from the University of Campania Luigi Vanvitelli and the University of Salerno ran a more methodical look at geometric variation in material extrusion. Instead of stopping at size errors, they evaluated geometric specifications under GD&T — form, orientation, and location — then packaged the results into a practical tolerance guide.
The question is pretty fundamental: how do scale, infill density, and material choice shift geometric fidelity, and which knobs are worth turning when you must meet specific tolerances?
Inside The Experiment
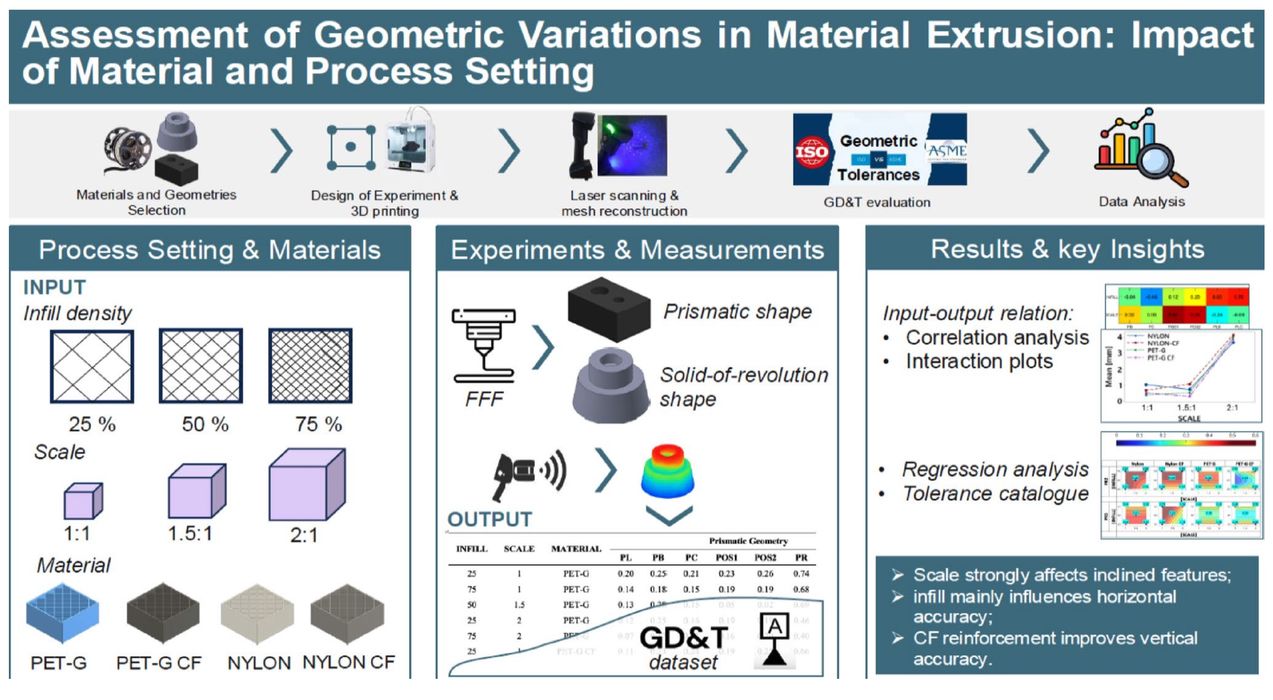
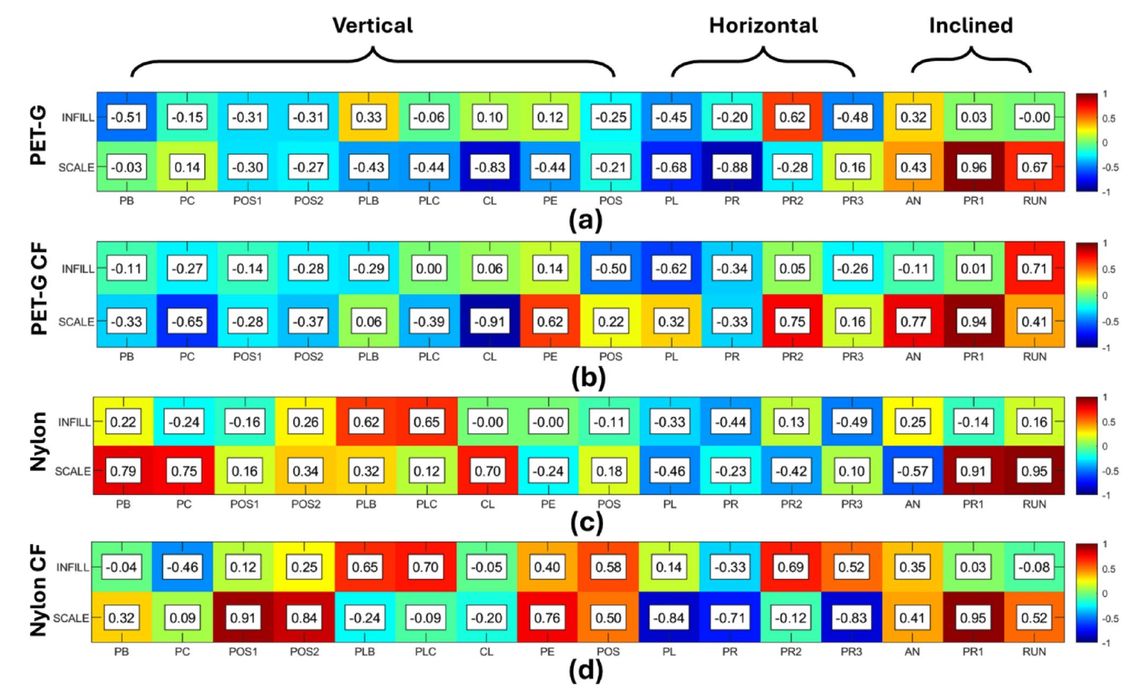
The group printed two simple benchmark shapes — a prismatic body and a solid of revolution — and grouped their GD&T outcomes by feature orientation: vertical, horizontal, and inclined. They varied infill density at 25, 50, and 75 percent and scale at 1:1, 1.5:1, and 2:1. Materials covered four common engineering filaments: PET‑G, PET‑G CF, Nylon, and Nylon CF.
Using an Ultimaker S5 Pro Bundle with Cura 5.3.0, layer height 0.2 mm and manufacturer-recommended settings, they produced 120 parts across forty configurations. A Shining 3D Freescan UE Pro captured the as-built geometry, and Geomagic Control X handled alignment and GD&T evaluation. The result is a dataset of deviations tied to feature type, scale, infill, and material, boiled down into a tolerance catalog designers can actually use.
The Findings: Scale Bites, Fibers Help
Two interesting takeaways appeared in the research. First, increasing scale consistently worsened inclined features across all materials. The culprit is not the printer per se, but workflow: the team scaled STL meshes inside the slicer. Tessellated surfaces get more faceted as you scale up, and that initial error is amplified before any thermal distortion enters the picture. Combine that with larger in-plane footprints and more material contraction, and inclined profiles and runout drift.
Second, infill density did not move the needle on most vertical or inclined features, but it modestly improved some horizontal features. That will be important when you are balancing weight, time, and flatness on plates and shelves.
Materials produced lots of variations. Carbon fiber reinforcement generally reduced deviations, especially on vertical features, thanks to higher stiffness and lower thermal expansion. Plain Nylon showed greater scatter; add CF and it settled down to PET‑G CF territory. There is a nuance, though: one horizontal surface profile in Nylon trended worse with CF, likely tied to anisotropic expansion transverse to fiber orientation. In other words, fibers help, but directionality still rules.
In practical terms, if you need tighter vertical features or are pushing larger parts, CF‑reinforced filaments are a smart move. If you must scale a model, do it in CAD before tessellation, then export a fresh STL with appropriate chordal tolerances for the new size.
Commercially, these rules of thumb can speed up tolerance decisions, reduce over‑tight specs, and help service bureaus set expectations. It also gives QA teams a defensible starting point for inspection plans on FFF parts.
This all sounds great, but there is one issue. The research used a single setup — single printer family, 0.2 mm layer height, two geometries, four materials — so the tolerance ranges are bounded by that configuration. Layer height, nozzle diameter, infill pattern, ambient control, and multi-printer variability were not explored, and the catalog is not a universal truth.
I’m hoping for replication on other platforms and with additional parameters, plus CAD-to-slicer workflows that preserve surface fidelity at scale. The proof will be in cross-printer validation and, ultimately, in assemblies that pass fit checks without heroics.