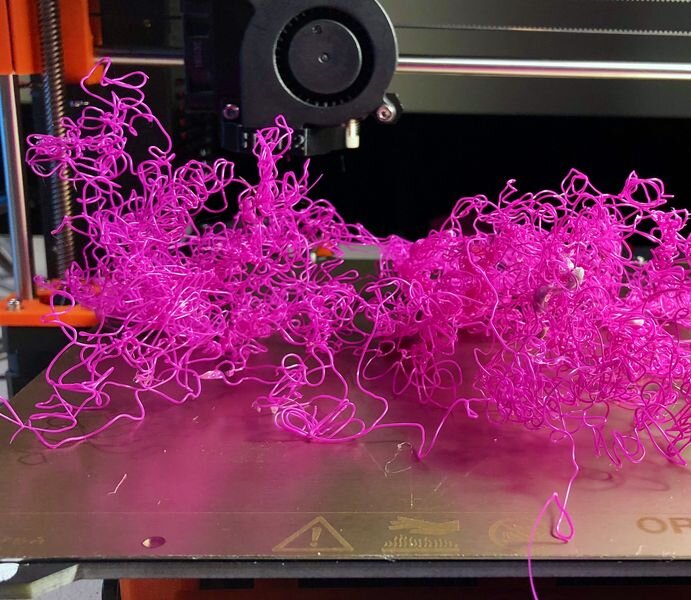
![Catastrophically bad delamination on this 3D print [Source: Dubious Engineering]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a40cc13d4.jpg)
I’m watching a 3D printing video that shows a problem I’ve had all too often.
The video, produced by UK-based Dubious Engineering, shows a horrifying set of prints where catastrophic layer delimitation occurred, with one shown at top.
In these situations the layers are not well bonded and can easily be ripped apart by one’s fingers. While the exterior geometry of the part might appear to be correct, the strength of the part is minuscule and is essentially a failed print, even though it “completed”.
In their scenario, Dubious Engineering attempted to use a new spool of 3D printer filament using standard print settings successfully used for other prints with different filament spools. The results were catastrophic.
They were so bad that Dubious Engineering even considered their new spool – which happened to be from a low-cost supplier – to be a waste of money as the material could not be successfully 3D printed.
Dubious Engineering believed, as I had originally thought as well, that the source of the problem could have been a constraint on the supply of filament: if the input wasn’t easily feeding, then the output would be poor. But that’s not really what is causing this issue.
However, they realized that the problem could be that the temperature was too low. They reprinted after moving the print parameters from 200C, which worked well on other spools, to 220C on the questionable spool.
The print worked extremely well as they layers properly bonded, creating a very strong part.
I’ve seen this very problem many times: the print is fragile, like made from cheap cardboard, and is crushable in your hand.
The problem is that while the heat in the nozzle is just barely sufficient to soften the thermoplastic filament for extrusion, the material actually cools slightly just as it exits the nozzle.
On PLA prints this is exacerbated by the cooling fan that attempts to freeze the material solid as soon as possible.
However, since the nozzle temperature was barely in range for softening, the material solidifies far quicker after exiting the nozzle. Thus as tracks are laid down on previously extruded material, there isn’t enough heat left to bond the layers very well. This results in a very fragile 3D print.
The solution, obviously, is to raise the nozzle temperature to ensure that the material still has sufficient heat for bonding after extrusion.
There’s a couple of morals to this story.
First, every 3D printer filament is potentially different. And different could mean chemically different; there are many different materials that could be mixed with PLA, ABS or other “named” materials that affect the engineering properties. While these additives could make the material stronger, for example, they can also affect the glass transition temperatures.
In other words, you cannot say your 3D printer “prints PLA at temperature XXX”. You can instead say that your 3D printer “prints THIS PLA at temperature XXX”. Experimentation is required.
The second moral is that “bad” filament might not actually be bad. It may simply be that you have made incorrect assumptions about the printing parameters.
If you encounter what you believe to be a “bad” spool of filament, take some time to experiment with a few different parameters to see if you can coax it to work. That and asking the supplier for actually usable parameters.
Via YouTube