
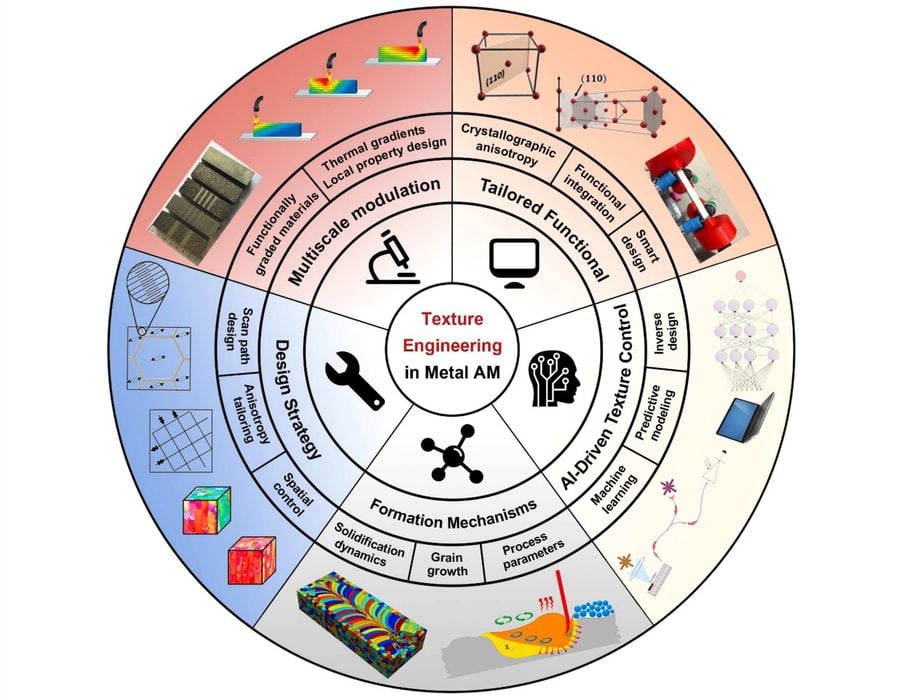
A new review proposes that crystallographic texture is becoming a design variable in metal additive manufacturing.
This could be important for metal additive manufacturing, especially Laser Powder Bed Fusion (LPBF) and Directed Energy Deposition (DED). The way grains grow during solidification can strongly affect strength, fatigue life, creep resistance, corrosion behavior and thermal conductivity.
Most AM operators already know that metal parts are often anisotropic. A part can behave differently in the build direction than it does across the build plane. Crystallographic texture is one of the reasons why: many grains may align in preferred directions rather than forming a random structure.
The research paper, titled “Tailoring Crystallographic Texture by Additive Manufacturing: From Fundamental Mechanisms, Programmable Control to Novel Applications,” is a broad review of this topic. It’s not proposing one method that magically fixes metal AM, but about a growing body of methods for steering grain orientation.
From Nuisance To Control Knob
In today’s metal AM, texture often comes from thermal gradients, melt pool shape, scan vector direction, cooling rate and repeated thermal cycling. In other words, the machine is already programming the material, even while the operator sets some parameters.
The idea here is to make that programming deliberate. Scan strategy, laser power, hatch spacing, layer rotation, substrate temperature, remelting and build orientation can all influence how grains nucleate and grow. With enough process knowledge, it becomes possible to encourage columnar grains, promote equiaxed grains, or generate location specific texture within a part.
This is a very different way to think about additive manufacturing. Instead of treating the printer as a shape making device followed by heat treatment, the machine becomes part of the metallurgy toolchain directly. Geometry and microstructure are no longer fully separate design problems.
That approach could be of interest to aerospace, energy, medical implants and tooling, where directional properties can be useful. A turbine related component, for example, might benefit from grains aligned for high temperature loading. A heat exchanger might benefit from directional thermal behavior. A biomedical implant might use local microstructure to tune mechanical response.
The Hard Part Is Repeatability
This sounds great, but there is an obvious catch: texture control is only valuable if it can be repeated. LPBF and DED processes are sensitive to powder chemistry, oxygen pickup, machine calibration, laser spot behavior, shielding gas flow and part geometry. A scan strategy that works on a test coupon might not behave the same way on a dense industrial part.
There is also a software gap. Most job setup software tools are excellent at slicing and assigning scan strategies, but they they don’t always know much about programming microstructures. A true programmable texture would require better simulation, in situ monitoring, feedback control and material specific process maps.
Post processing complicates the picture even more. Stress relief, hot isostatic pressing and solution heat treatment can modify or partly erase printed microstructures. That is not necessarily bad, but it means texture design has to include the full manufacturing sequence, not just the printer settings.
The big concept here is that texture is a controllable outcome rather than a defect. Metal AM is moving beyond “can we print it?” toward “can we certify it, tune it and make it economically useful?” Microstructure control would help make that shift.