
Researchers have 3D printed temperature sensors from conductive PLA, hinting at simple, embedded monitoring for everyday prints.
The study, titled “Three-Dimensionally Printed Temperature Sensors Based on Conductive PLA Materials,” appears in Sensors and explores whether off-the-shelf conductive PLA filaments can serve as functional thermistors when deposited on a standard Fused Filament Fabrication (FFF) platform. For readers following printed electronics, this extends a growing trend: moving from ink-based traces and aerosol-jet deposits to fully additively manufactured, monolithic parts with integrated sensing.
Compared with classic Negative Temperature Coefficient (NTC) beads or platinum RTDs, a printed sensor trades precision for integration. You get a geometry that can conform to a surface, follow a serpentine path, or even live inside a structural wall — without secondary assembly. If the behavior is repeatable and calibratable, that is often good enough for light-duty monitoring, prototyping and education. Prior work has shown carbon-filled polymers respond to temperature, but most reports were limited to 2D traces or hybrid builds; this paper focuses on fully 3D printed bodies using conductive PLA as the active element.
Why Conductive PLA Behaves Like A Thermistor
Conductive PLA typically contains a carbon-based filler that forms a percolation network. As temperature changes, polymer expansion and electron tunneling paths shift, producing a measurable temperature coefficient of resistance (TCR). In many carbon–polymer composites the response is NTC, though the exact sign and magnitude depend on filler load, print parameters and strain state. The authors characterize the resistance versus temperature curve and show that established thermistor models can be fitted to the data for practical calibration.
The paper examines how geometry and print settings influence sensitivity: track width, layer height, raster orientation, and infill all change the current path. Longer, thinner meanders increase base resistance and therefore sensitivity per degree, but also raise noise and contact challenges at the terminals. Because FFF is anisotropic, parts printed with aligned rasters may drift differently than parts with cross-hatched infill, highlighting the need to lock down a process recipe if these sensors are to be produced repeatedly.
Performance, Limits And Practical Tradeoffs
The biggest constraint is material physics: PLA softens around 60C. That sets a practical ceiling for stable sensing well below 100C. The authors note measurable, repeatable temperature response, but long-term drift, humidity uptake and mechanical creep remain concerns for any polymer-based sensor. Response time is likely seconds rather than milliseconds due to the part’s thermal mass, though this can be improved by printing thinner sections or embedding the sensor closer to the heat source.
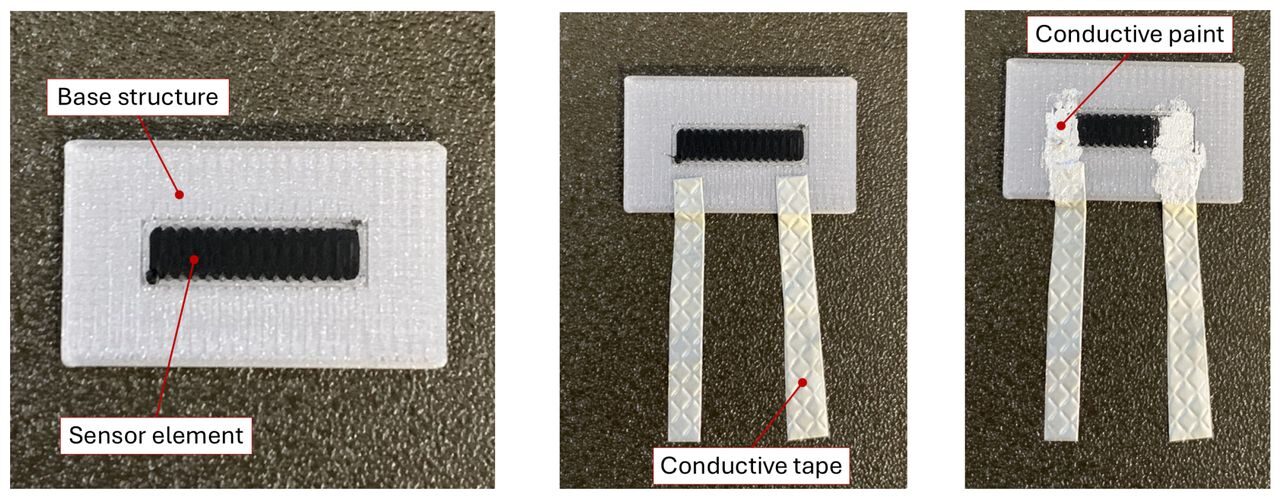
Electrical interfacing is straightforward — the device is a two-terminal resistor — but contact resistance at printed pads can dominate. Soldering to PLA is a non-starter, so crimped inserts, conductive epoxy or mechanically clamped contacts are the likely choices. For real deployments, multi-material printing could add an insulating PLA shell around a conductive core, or even co-print copper-filled traces leading to a robust connector region.
Against alternatives, a US$1 commercial thermistor still wins on accuracy and stability. Where a printed sensor competes is integration and form factor. Service bureaus, labs and design studios that already print fixtures or housings could build in thermal telemetry at effectively zero assembly cost. For education, it is a powerful demonstration of materials science, percolation and calibration on a classroom printer.
What To Watch For Next
To move beyond demonstration, the community will want cycling data across hundreds of hours, hysteresis curves, humidity exposure tests, and comparison against NIST-traceable probes. It would also help to see results with higher-temperature conductive materials such as PETG- or PC-based filaments, which could push the ceiling well past PLA’s limit. Closed-loop control is possible in principle, but only if drift and repeatability are quantified and managed in software via periodic recalibration.
If this line of work converges on a recipe — filament brand, nozzle temperature, raster pattern, post-processing, and a published Steinhart–Hart fit — it could become a practical pattern that designers copy and paste into printable assemblies. Sometimes the best sensor is the one you can print right where you need it.
Via Sensors