

Formalloy produces a metal DED 3D printer, and it’s a lot smarter than you might think.
DED, or “Directed Energy Deposition” is a popular 3D printing process. It involves slowly extruding a metal wire or powder that is exposed to high energy, causing it to briefly melt. By moving the toolhead around in 3D space, it’s possible to gradually build up metal objects.
The DED process can be used to 3D print large metal objects, as the extruder can be mounted on robotic toolheads.
You’d think DED is a killer technology, but most often it has a very significant limitation: the resolution of parts is usually not very good. The metal meltpool is larger and this results in somewhat coarse extrusions. For many applications this isn’t an issue, but it can be for others. Some DED systems overcome this by including a CNC milling feature to smooth the extrusions as they emerge, but that’s a more expensive way to perform DED printing.
Formalloy takes a different approach with their L2 and X5 series powder DED metal 3D printers.
These machines use a highly instrumented and “smart” approach to DED printing. The systems include a number of sensors that record meltpool and other data in real time at 500Hz. This is fed through closed loop hardware to ensure the deposition process occurs in the most optimal manner.
The result is parts with very consistent layer thickness, and no need to intervene during prints, as is often the case with typical DED 3D printers.
Formalloy does use an inert gas within their build chamber to ensure the highest possible print quality by removing almost all oxygen.
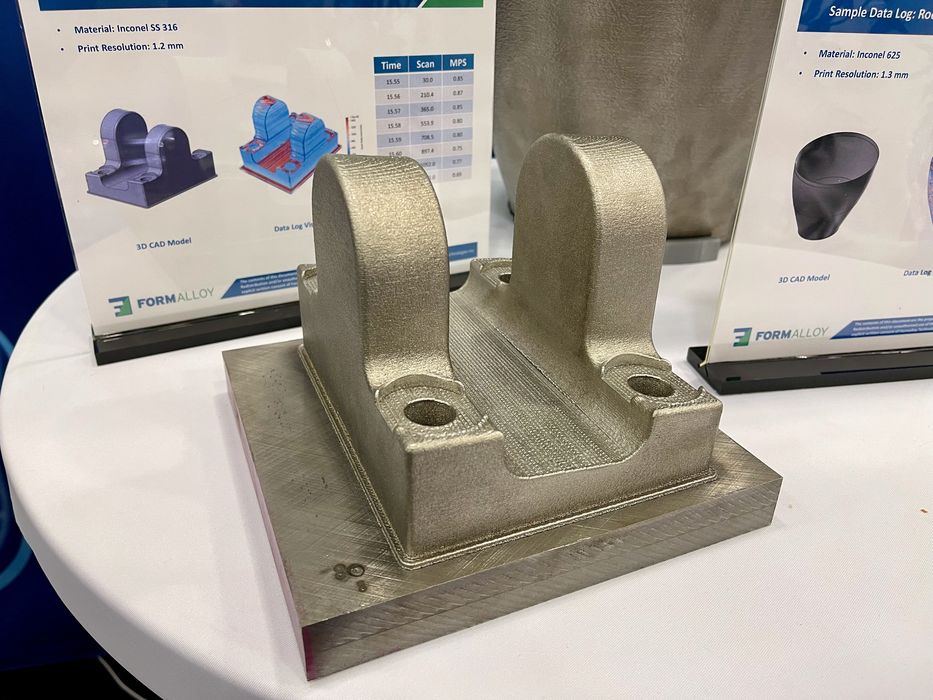
Parts produced using Formalloy’s process are very good quality, as seen in this image. If you’ve ever seen parts produced by other DED equipment, you will notice the difference. The Formalloy parts are so precise that they almost seem to have been produced on PBF systems. A Formalloy representative told us their parts are “not sloppy”, and we agree.
This is even more impressive when you learn that their systems can deposit up to 7kg of metal per hour.
An interesting side effect is that it is possible to review the collected data for each print job after the fact. This enables the operator to ensure the print quality meets requirements in a documented manner, and observe slight variations from part to part. It is also possible to review the data to determine ways to improve printing for subsequent jobs, as Formalloy is currently designing software optimized for this purpose.
One very interesting feature of Formalloy’s job preparation software is that has “dynamic layer selection”. The idea is that if an object is sliced in multiples of a specific layer size you may end up with a partial layer at some point. To overcome this they actually slice jobs with a far smaller layer size and select the most appropriate slice for each layer. They actually skip layers at times, in manner similar to how leap years add days to “catch up”.
For materials DED systems can handle a wide range of metal AM powders. Their site lists certifications for a couple dozen materials that are based on nickel, iron, titanium, cobalt, copper, aluminum and more.

Formalloy has a very interesting option for their equipment: the ADF, Alloy Development Feeder, shown here. Basically it’s a rotating set of 16 different powder inputs, where operators can provide 16 metals or combinations.
The ADF’s target is those developing new alloys. Each of the 16 vials can be loaded with slight variations of an experimental alloy and used within a print job on either of the Formalloy machines. This should greatly speed up alloy development, as the time for many job setups and take downs is eliminated.
Formalloy takes a different approach to metal 3D printing and is able to provide excellent results.
Via Formalloy