
Researchers show friction stir welding can join LPBF CuNiSiCr copper alloy while nearly eliminating porosity and lifting strength, hinting at a workable path to larger, higher performing thermal hardware.
Why Copper AM Needs A Different Joiner
Laser Powder Bed Fusion (LPBF) copper printing is notoriously tricky. High reflectivity and high thermal conductivity make it hard to deliver energy efficiently, often leaving lack of fusion porosity that drags down strength and conductivity. Add the usual build volume limits, and many real heat management applications — heat exchangers, induction coils, combustion nozzles — simply do not fit inside a single build.
Friction Stir Welding (FSW) offers a very different approach. It is a solid state process that stirs and forges material below its melting point, avoiding fusion welding issues like hot cracking, segregation, and coarse dendrites. FSW has been used on AM aluminum and titanium, but copper AM joints have been largely unexplored.
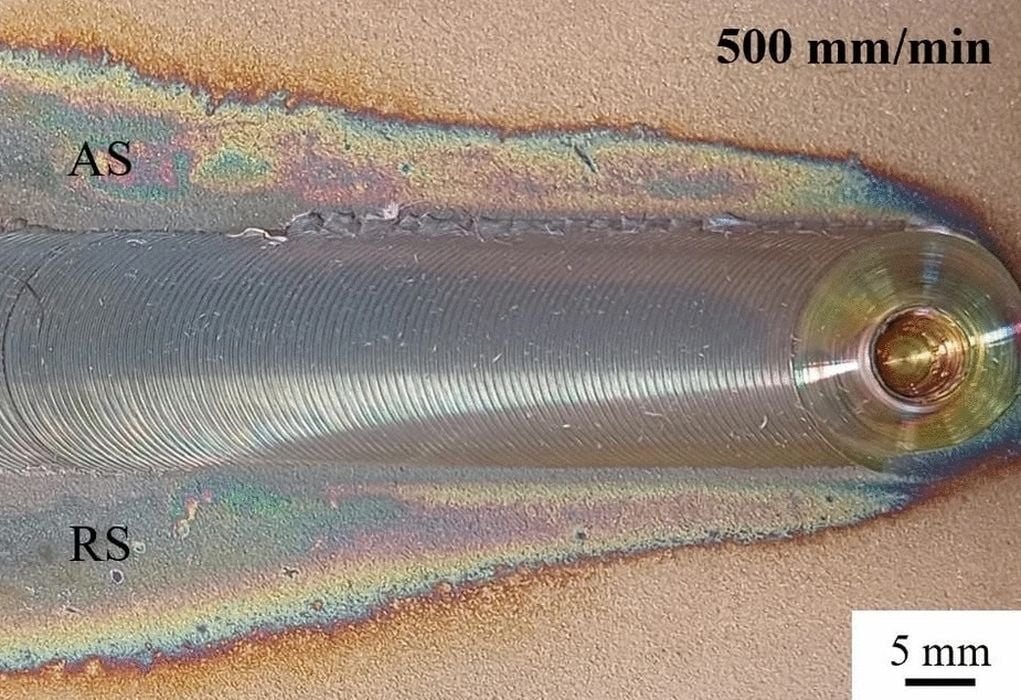
That is the context for new work from Politecnico di Torino and CIM, which evaluated FSW on LPBF CuNiSiCr plates. The team printed small plates at about 94.5% density and then ran two traverse speeds — 100 and 500 mm/min — at 900 rpm on a Stirtec machine with argon shielding, while monitoring torque and tool forces. Consider this a controlled but realistic joining trial, not a one-off lab curiosity.
What The Team Found
The big result is porosity healing. X-ray computed tomography showed the as-built material outside the stir zone carried about seven percent by volume porosity, while the stir zone dropped to nearly zero. That alone is a big deal for copper, where pores are both strength killers and conductivity sinks.
Hardness and strength tracked those changes. The as-built alloy measured about 84 HV, while the weld region reached up to 170 HV in cooler, lower-heat areas at the bottom of the stir zone. Ultimate tensile strength rose from 216 MPa in the as-built state to 235–245 MPa after FSW, depending on speed. Ductility dropped from 14.2% to about seven to eight percent — but here is the twist: all fractures occurred in the as-built base material, not in the weld. In other words, the weld outperformed the surrounding LPBF copper; the remaining porosity in the base metal limited elongation.
Why It Matters For AM Copper
This is a very interesting move for anyone printing copper heat management components that exceed a single build or need assembly to off-the-shelf hardware. FSW could let teams print optimized sections for fluid paths, fins, or coil features and then solid state weld them into larger, leak-tight assemblies without sacrificing microstructure to fusion welding.
Economically, the approach could cut scrap risk on long-duration copper builds and shift value into repeatable joining operations. It also creates a path around the throughput and build volume limits of LPBF, particularly for energy and aerospace where part envelopes rarely cooperate.