
Researchers may have found a useful role for rice husk waste in 3D printing: making PLA parts slide better and wear less.
That should get the attention of anyone designing moving polymer parts, especially if PLA is the target material.
PLA is not usually the first material you think of for sliding or wear applications. It is easy to print, inexpensive, and widely available, but it is not exactly famous for long-term mechanical durability in friction-heavy situations.
PLA’s shortcomings have led researchers and material developers to add all kinds of fillers: carbon fiber, graphene, bronze, ceramics and other additives. Some work. Some are expensive. Some create new printing headaches.
This study looks at something much simpler: rice husk biochar.
Wait, rice husks?
Rice husks are an agricultural byproduct, and biochar is a carbon-rich material produced by heating biomass in limited oxygen. In this case, researchers investigated whether rice husk biochar could improve the tribological behavior of PLA.
In other words, could waste from rice processing help 3D printed PLA parts resist friction and wear?
The team compounded rice husk biochar particles, with an average size of about five microns, into PLA at 10 and 20 percent by weight. They then extruded 1.75 mm filament using a twin-screw extrusion process and printed test coupons on a FlashForge FFF system.
The study did not simply ask whether the material worked. It also determined which print settings were most effective.
That is important, because FFF parts are not just “material”. They are material PLUS the toolpath, thermal history, bonding quality, orientation, infill structure and a number of other variables that can quietly dominate performance.
The researchers varied raster orientation angle, infill pattern, nozzle temperature and filler loading. The tested raster angles were 0, 60 and 120 degrees. The infill patterns included triangle, hexagon and what the paper describes as “3D infill”. Nozzle temperatures were 190C, 200C and 210C.
They used a Box-Behnken design to produce 24 test builds, all printed with a 0.4 mm nozzle and nominally solid interiors. Wear and coefficient of friction were then measured using a pin-on-disc setup at 300 RPM, a 1500 mm sliding distance and loads of 10, 20 and 30 newtons. That would seem to be a practical experimental setup for this kind of question.
They found that the coefficient of friction was strongly affected by interactions among print orientation, infill architecture and nozzle temperature. Now that is where things get useful.
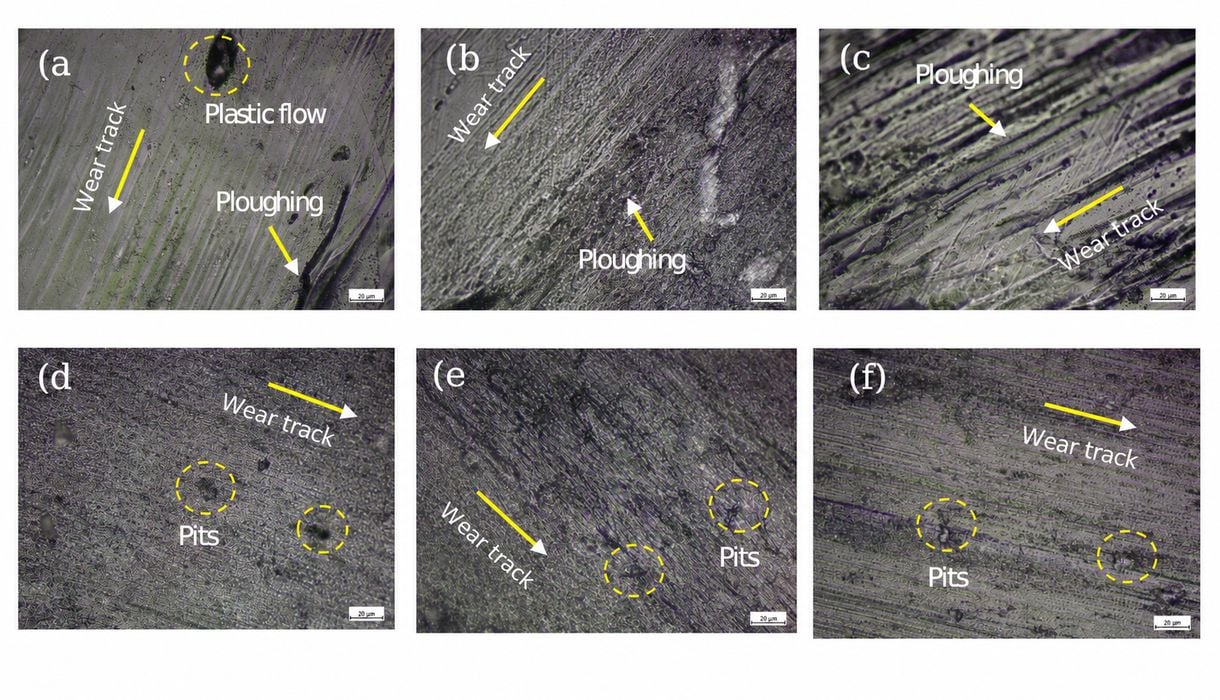
The microscopy results help explain what might be happening. Neat PLA showed ploughing, and that ploughing became more severe as load increased. The rice husk biochar PLA composite showed particle pull-out pits and evidence of a carbonaceous third-body film forming during sliding.
That film may be doing some of the work.
Instead of simply scraping PLA against the counterface, the composite appears to create a modified sliding interface. That could reduce ploughing and stabilize friction. It is not magic, but it is a plausible mechanism.
This sounds good, but the material is only half the story.
The researchers also used data-driven modelling to predict wear and friction results. They compared Response Surface Methodology with Multiple Linear Regression, Extreme Gradient Boosting and an Artificial Neural Network.
The neural network performed best, with reported R² values around 0.985 to 0.991 for wear rate across the tested loads, and around 0.988 to 0.991 for coefficient of friction. XGBoost was close behind. Linear regression lagged.
FFF process behavior is rarely linear. Change the nozzle temperature and you affect bonding, bead shape, cooling and perhaps filler distribution. Change the deposition angle and you alter the way the sliding direction interacts with roads of material. Change infill architecture and you change both support and local contact behavior.
A simple linear model is unlikely to capture all that well.
For application engineers, this is probably the most interesting part of the study. It suggests that useful print recipes for sliding parts might be learned from a relatively small design of experiments, rather than guessed by trial and error.
That could matter for anyone making low-load moving components.
Imagine a workflow where a lab prints a compact set of test coupons, builds a model around its own machine, material batch and geometry class, then uses that model to steer future print settings toward lower wear or lower friction. That is far more useful than a generic “best settings” table.
But there’s one issue. Actually, there are several.
The dataset is small by machine learning standards: only 24 experimental runs. That does not invalidate the work, but it does mean the model is learning within a pretty narrow envelope.
The filler range is also limited to 10 and 20 percent. We do not yet know whether lower loadings might provide most of the benefit with better printability, or whether higher loadings would improve wear while making filament brittle or harder to extrude.
The testing conditions are also limited. Humidity, counterface material, longer sliding distances and elevated temperatures were not deeply explored. Those variables would likely be important in real applications. So would be infill density.
The coupons were nominally solid. That is useful for controlled testing, but many real FFF parts are not printed solid. Designers often use gyroid, rectilinear or other infill structures at lower densities to reduce mass, save material or tune stiffness.
That means this work is promising, but not yet a production workflow. Still, the direction is interesting.
Rice husk biochar is low-cost, renewable and widely available in regions with rice production. If it can replace some pricier carbon-based additives in PLA tribology applications, there could be a real economic and sustainability angle.
It is also not exotic chemistry. The process described — dispersion, drying and twin-screw extrusion — is within reach of many research labs and smaller compounding operations.
Can compounders make RHBC/PLA filament with consistent diameter, reliable dispersion and predictable ash chemistry? Can the same wear behavior be reproduced across different printers, slicers, nozzle designs and environments? Can it survive moisture, heat cycling and longer service periods?
Those are the questions that matter before anyone starts calling this a production material.
For now, the story is that an agricultural waste filler, combined with careful print tuning and machine learning, may offer a low-cost path to better sliding performance in printed PLA parts.