
RIT researchers unveiled an eight nozzle Molten Metal Jetting printhead that promises much higher metal AM throughput without sacrificing feature resolution.
Molten Metal Jetting (MMJ) sits in an unusual spot in metal AM. Unlike Laser Powder Bed Fusion (LPBF), it dispenses droplets of molten metal, and unlike binder jetting, there is no debind and sinter step. Historically, MMJ has been single nozzle and modest in speed, even if the droplet-on-demand physics suggest it could be better.
Scaling to multiple nozzles has been the problem. Thermal management, fluid crosstalk, and keeping droplet velocity uniform across an array are hard problems with real-world challenges of accuracy and density. Past commercial efforts, like Vader Systems’ approach later seen in Xerox’s ElemX, focused on single-nozzle productivity, not dense arrays.
Inside The Multi-Nozzle Design
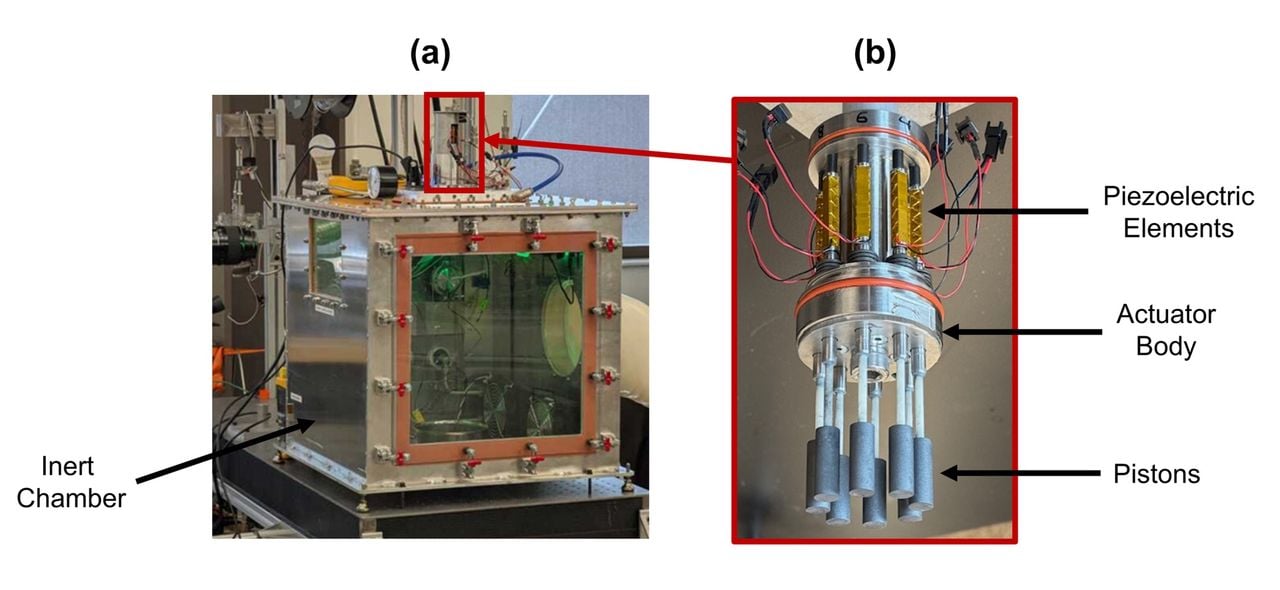
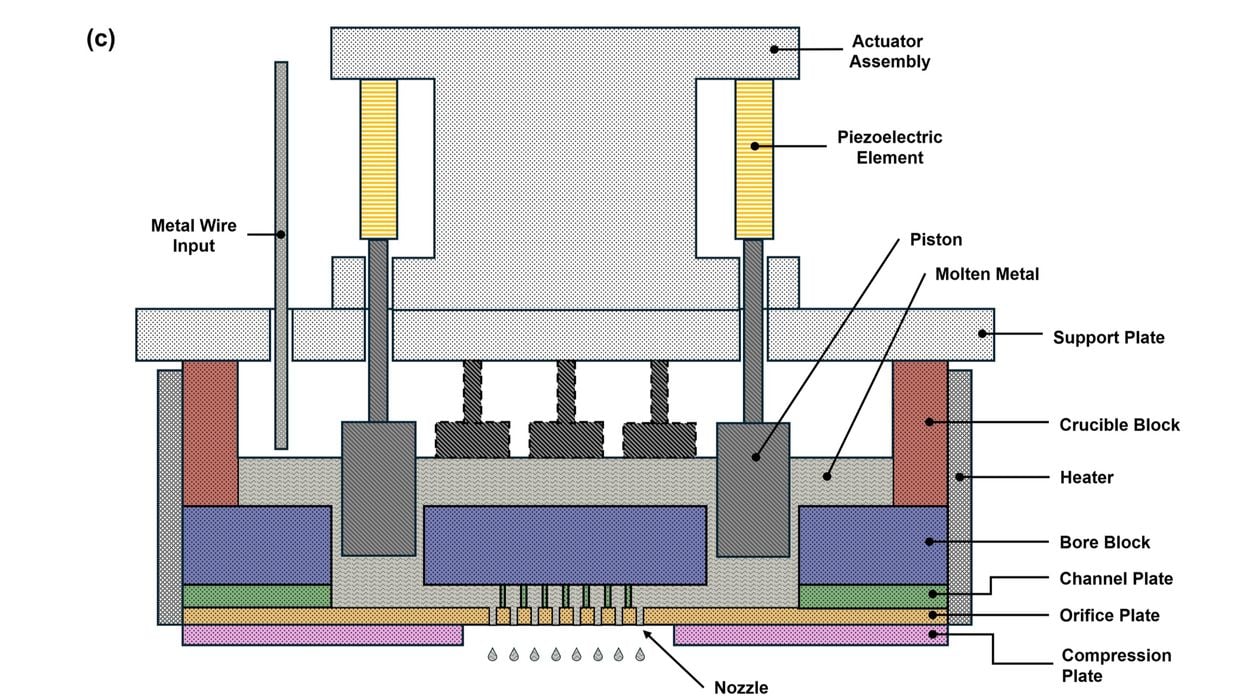
The Rochester Institute of Technology team built and tested an eight nozzle, drop-on-demand MMJ printhead arranged at a tight 3 mm pitch. The trick is a horizontal coupling of the actuator to each nozzle through a short fluid channel, which lets nozzles sit closer together than if each had a vertical stack of components.
Computational fluid dynamics modeling quantified a key tradeoff: for every millimeter of channel length, ejected droplet velocity dropped by 0.036 m/s under a nominal drive waveform. That is exactly the kind of array non-uniformity that ruins multi-nozzle promises. The authors countered it with per-nozzle waveform tuning, taking measured velocity deviation across the array from 0.074 m/s down to 0.0079 m/s — a roughly tenfold improvement that should translate directly into more consistent extrusion geometry.
On raw speed, the group reports a peak deposition rate of 194 cm3/h and a modeled 79% reduction in print time versus a single-nozzle system on a realistic part. Because the nozzle pitch is small and the droplet size is unchanged, the print resolution is preserved while the effective swath width grows.
This is a very interesting development because it could change metal AM economics. In LPBF, vendors raise throughput by adding lasers and optics, which adds cost and complexity. In binder jetting, print-bars and voxel-level control push speed, but the post-printing furnace step still slows down end-to-end throughput. A compact, calibrated MMJ array could offer a different result: high deposition with relatively simple mechanics and no furnace step.
If the team can sustain that 194 cm3/h beyond peak demonstrations and show consistent properties, this could be compelling for service bureaus and production lines making many small to medium aluminum parts — heat spreaders, brackets, and housings come to mind. A multi-nozzle MMJ head on a fast gantry with closed-loop vision could deliver attractive part cost and throughput.
The group notes a pending provisional patent and positions the method as scalable to arbitrary nozzle counts. That is promising, but scaling from eight to dozens of nozzles will stress thermal, fluidic, and controls assumptions. If those hold, MMJ could reenter the mainstream metal additive space in a big way.