
Researchers have shown a way to 3D print horizontal FFF overhangs without supports.
The work was published in Additive Manufacturing Letters just this month. Their idea is a toolpath strategy based on wave propagation, and is intended to let standard three-axis material extrusion systems print 90-degree cantilevered overhangs without sacrificial support structures!
That immediately raises the obvious question: how exactly is that done?
Most FFF slicers still treat steep overhangs in a simple and obvious way. If there is not enough material underneath the next extrusion line, the slicer either generates support, slows the print, bridges across a gap, or accepts that the result may sag if the operator forgot to turn “supports on”. That works good enough for decorative parts, but it becomes a problem when support removal is challenging, where a part could even be damaged when ripping off supports.
But this is not the first attempt to solve the problem with smarter toolpaths.
In 2022, CNC Kitchen showed a related approach called Arc Overhangs, based on work by Steven McCulloch. That method filled unsupported horizontal regions with arcs that grew outward from supported areas, allowing each extrusion track to be laterally supported by the previous one. CNC Kitchen’s tests showed the method could work on conventional FFF machines, although it remained a proof of concept and required manual extraction of overhang coordinates, scripted GCODE generation, and very slow printing.
That earlier work is important because it showed that support-free 90-degree overhangs are not magic, and that they are possible. It’s just a software and process control problem.
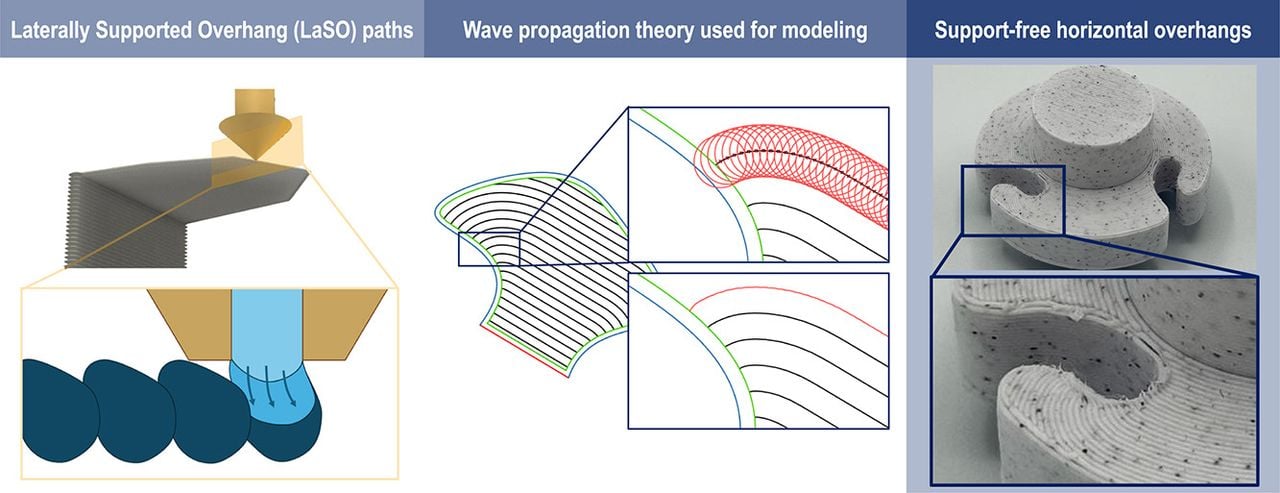
The new research seems to push the idea further. Instead of using arc-based paths, the method uses laterally supported overhangs generated through a wave propagation model. Each new track is attached sideways to a previously deposited and solidified track, rather than being fully supported from below.
In other words, the overhang grows outward from its own edge.
The wave concept is the clever part. Arc-based paths can fail around concave shapes, holes, short segments, or locations where deposited material does not have enough time to cool. The wave-based method generates smoother, continuous paths that spread through the overhang region more like wavefronts. This gives adjacent material more time to stabilize and can produce paths that naturally bend around internal features.
The team implemented the algorithm in Grasshopper and tested it with PLA material and a Bambu Lab A1 mini. That confirms that their result does not require exotic motion hardware, a robot arm, or some other kind of custom extrusion system. It should work on any FFF system.
Compared with arc-based paths, the wave approach reduced sagging by up to 66%. In a demonstrator part, it used 39% less material than a conventionally supported print. The catch is print time: the support-free version took 72% longer, largely because the overhang region was printed very slowly, reportedly at only 2mm/s. That is extremely slow. But no supports, right?
That tradeoff is not necessarily that bad. In many workshops, material waste and post-processing are more costly than machine time, especially when supports are trapped inside a geometry or mess up a functional surface. But for service bureaus, a 72% time penalty is a pretty serious scheduling issue unless the part would otherwise be impossible or require expensive manual finishing.
But what does all this mean for future slicer design?
Modern desktop slicers are already far more sophisticated than the basic STL to GCODE tools of the past. But they still think about overhangs as a detection and support generation problem.
This research suggests slicers may eventually need a third option: generate specialized local toolpaths that can change the physical print strategy itself.
That could mean future slicers identify an overhang region and choose between supports, bridges, conventional perimeter ordering, arc overhangs, wave overhangs, or some hybrid method.
The choice could depend on material, nozzle size, part cooling, local geometry, allowable sag, surface requirement, and whether the overhang is visible or functional.
This would push slicers closer to real CAM software. Instead of merely asking “what support structures are needed?”, the slicer would ask “what deposition strategy best manufactures this feature?” That would be a significant philosophical change for slicing software.
Via Science Direct