
A new research paper examines what actually works when attempting to 3D print turbine-grade parts in Inconel 939.
Inconel 939 (IN939) is attractive for hot-section hardware thanks to strong gamma prime precipitation and high chromium and cobalt for oxidation resistance around 850 C. The problem is that it is notorious for cracking when experiencing rapid thermal cycles, which makes AM implementation a bit tricky: lasers provide extreme heat during printing, but only at the meltpool.
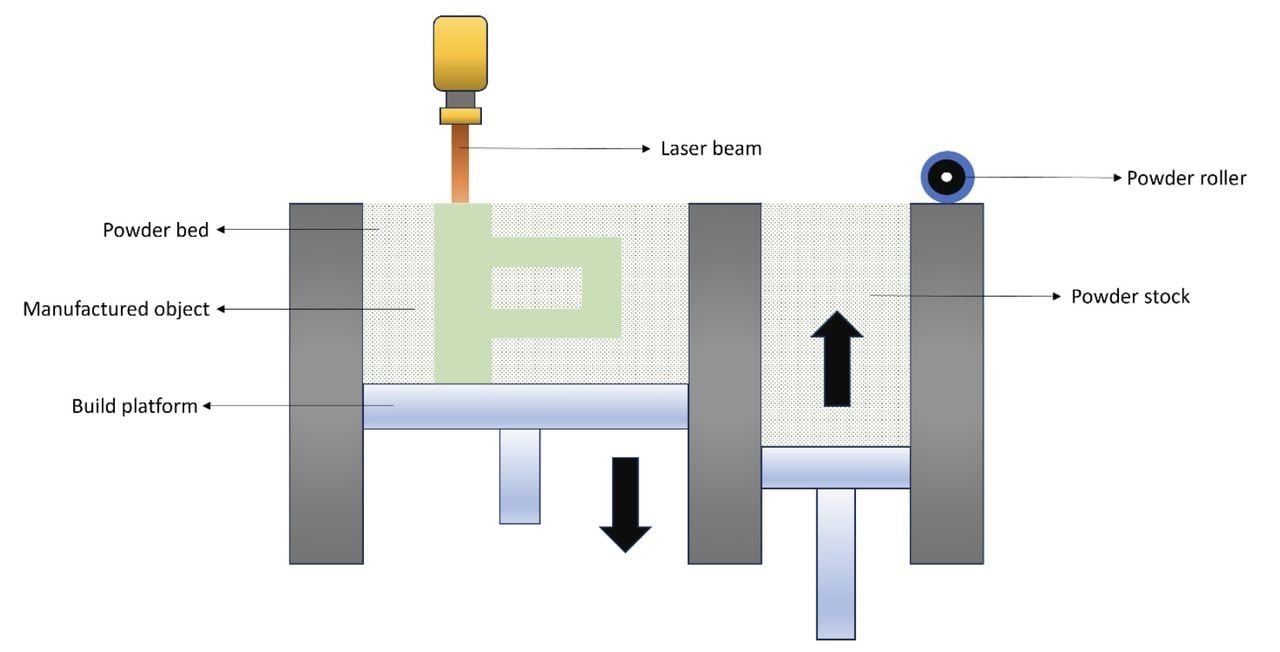
The authors reviewed existing work on Laser Powder Bed Fusion (LPBF), Directed Energy Deposition (DED), and Electron Beam Melting (EBM) to connect microstructure, defects, and properties with processing and post-processing.
The paper is much like a playbook for moving IN939 from test coupons to proper part production. It summarizes the key factors — laser power, scan speed, hatch, layer thickness, preheat, and aging schedules — and connects them to tensile, fatigue, and creep behavior.
Why IN939 Is Hard To Print
LPBF gives the geometric control and cooling rates industry wants, but the same thermal gradients drive solidification and liquation cracking. The review shows multiple ways to reduce risk: baseplate preheats around 400C, tighter energy-density control, and even controlled silicon additions that modify melt pool flow and slow crack formation.
EBM has lower residual stress due to high build temperatures and vacuum, but the researchers warn about element vaporization that could shift chemistry. DED improves deposition rate but doesn’t have fine resolution and typically produces coarser grain features, which can complicate the production thin vane and blade turbine parts.
The study aggregates tensile results typically between about 1,050 and 1,450 MPa depending on build orientation and heat treatment. Orientation turns out to be pretty important: Z builds tend to be weaker than XY builds due to elongated columnar grains and melt pool morphology; scan rotations around 67 degrees imprint semicircular pools and surface roughness that can become defect initiators.
Heat Treatments And Additive Trade-Offs
This sounds great, but the heat treatment window is not big. Direct aging can hit high strength targets, but could increase brittleness and lower ductility. A treatment near 1,160–1,190 C for about four hours followed by two-step aging was seen as successful, dissolving unwanted phases, enabling controlled gamma prime growth, and improving the strength–ductility balance.
Hot isostatic pressing (HIP) repairs lack-of-fusion and gas porosity, and when paired with multi-step aging, can deliver more consistent properties. It turns out that finer gamma prime boosts yield but can hurt creep; coarsening helps creep but risks room-temperature ductility.
Fatigue and creep results are encouraging. Against cast IN939, LPBF often shows better low- and high-cycle fatigue due to finer microstructure, but elevated-temperature fatigue life falls if process defects remain. Creep improves with recrystallization, grain growth, and stable carbide networks — all tunable with solution plus aging — but still is lower than best-in-class cast baselines unless processing is really dialed in.
There is a lot of work ahead, but the path to proper IN939 3D printing is a lot clearer now than even two years ago.
IN939 may be stubborn, but with better process windows and modeling, it could start looking more like a production material.