
Researchers validated a high-speed laser DED process that prints Inconel 718 quickly while keeping key properties stable.
A team led by the Czech Technical University, with Ponticon GmbH and partners, explored high-speed laser-based directed energy deposition (HS DED-LB) on Inconel 718 and found unexpectedly steady performance across a deliberately wide process window. Using a Ponticon pE3D platform and an infrared diode laser, they deposited at powder feed rates of 30 g/min and scan speeds up to 60 m/min, while varying laser power from 1.8 to 2.4 kW.
The resulting linear energy densities ranged from 1.8 to 3.6 kJ/m — a window between laser powder bed fusion (PBF-LB, typically 0.1–1 kJ/m) and conventional DED-LB (about 20–250 kJ/m). That in-between zone is rarely documented, yet it is where high-throughput, large-format metal AM could thrive.
Bridging The Energy Density Gap In DED
Directed Energy Deposition (DED) is ideal for repairing and building large geometries, but it usually trades finish and control for speed. By pushing scan velocity while keeping moderate laser power, HS DED-LB drives down linear energy density, aiming to limit overheat-related Laves phase formation and melt-pool turbulence, yet remain far above the ultra-low energy of PBF-LB.
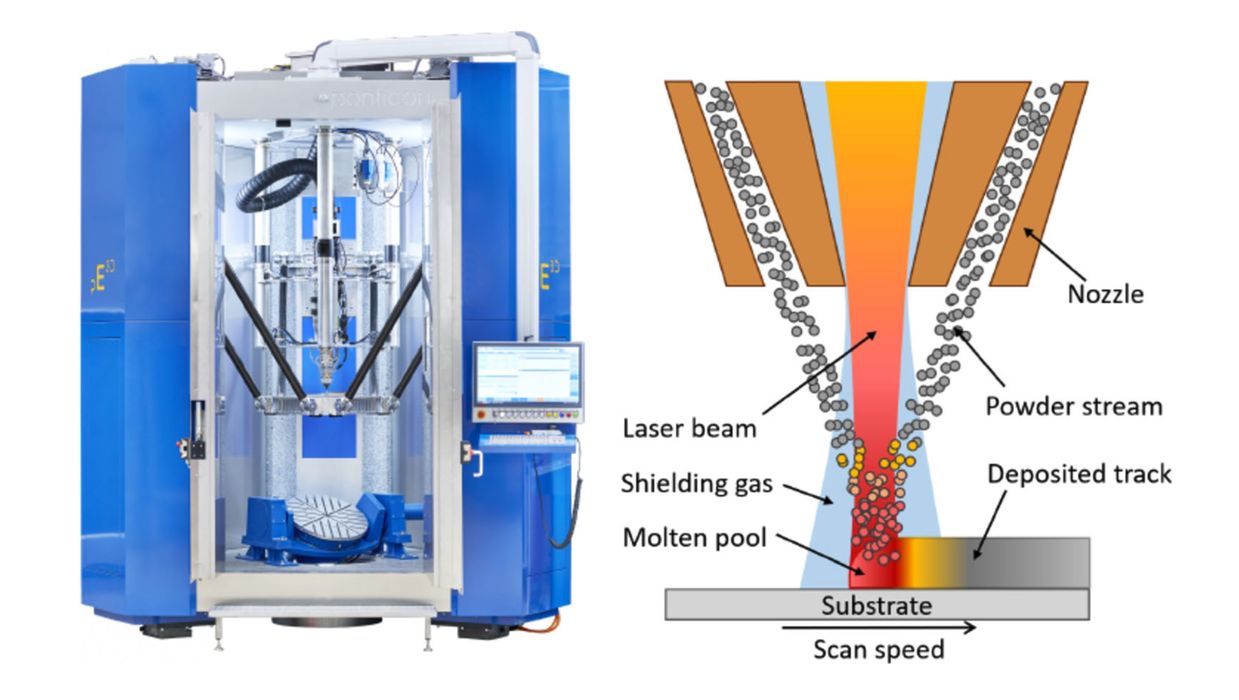
This study used Oerlikon Metco Inconel 718 powder and argon shielding through a Fraunhofer ILT Coax40 nozzle. Although the pE3D platform can reach 200 m/min, experiments were held at forty to sixty m/min to characterize mechanics and fracture. No post-build heat treatment was applied, spotlighting intrinsic as-built properties and process robustness.
Across nine parameter sets, elastic modulus E clustered around 113–123 GPa and yield strength settled near 623–663 MPa, with stress–strain curves largely overlapping. Importantly, the authors report less than ten percent variation in tested mechanical and fracture metrics across the 1.8–3.6 kJ/m window. None of the bend specimens failed, indicating ductility above five percent for this coupon geometry.
Fracture values landed where you would expect for as-built Inconel 718: fracture toughness KIC was roughly 100 MPa√m, and near-threshold fatigue crack growth resistance DKthr sat around three to four MPa√m. These trail a wrought, heat-treated reference (KIC 148 MPa√m, DKthr about 6.3 MPa√m, YS 1222 MPa), but align with published as-built AM baselines. The Paris coefficient D was higher than wrought, consistent with more rapid crack growth in AM microstructures absent precipitation hardening.
Microstructurally, HS DED-LB produced the familiar “fiber” solidification morphology seen in fusion processes, with texture tunable via scan speed: higher speeds favored a fiber texture aligned to the build direction; lower speeds drifted toward a cube texture. Porosity remained low, measured by image analysis at roughly 0.02–0.46 percent, though solidification cracks along melt pool boundaries increased with speed. Given the L–S specimen orientation, the authors judged the impact on measured properties to be small; different orientations may be more sensitive.
The important finding is reliability: in this fast-build, mid-energy zone, properties moved little as power and speed changed. For service bureaus and OEMs, that could slash parameter-tuning time and reduce scrap while sustaining throughput near 1.8 kg/h — a quite promising combination for combustion chambers, nozzles, and heavy-section repairs.
Open questions remain around multi-axial anisotropy, elevated-temperature fatigue, and long-term crack growth under service-relevant spectra. The study also does not detail in situ monitoring or closed-loop controls that might further suppress porosity and cracking at the highest scan speeds, nor does it address production-scale repeatability on complex geometries.
If future work confirms similar robustness after aging and across orientations, HS DED-LB could become the practical middle lane between PBF detail and conventional DED mass flow — fast enough for big metal, controlled enough for certification.