
A new study explores deep learning for image-based defect detection during 3D printing, looking to catch bad builds.
In metal additive manufacturing, many printers use melt pool sensors, photodiodes, or thermal cameras. In polymers, camera-based monitoring has quietly grown from demonstration to serious function. Either way, operators want fewer surprises and more traceable data without stopping or slowing throughput.
The researchers present an academic take on using modern computer vision to flag print anomalies from images of the build in progress. The premise is pretty straightforward: if a model can learn what “normal” looks like, it can alert when a layer starts to drift, a surface goes rough, or a strand of polymer starts to wander.
Why Vision-Based QA Keeps Gaining Ground
Camera-first monitoring has two big appeals. It is relatively cheap to retrofit almost any printer class, and it produces intuitive evidence that humans can review. Metal systems from EOS and others push integrated monitoring stacks, while Sigma Additive Solutions built a business around process analytics. On desktop FFF machines, spaghetti detection keeps countless FFF users from waking to a bird’s nest. This study tries to upgrade that broad idea with deeper AI and more robust detection.
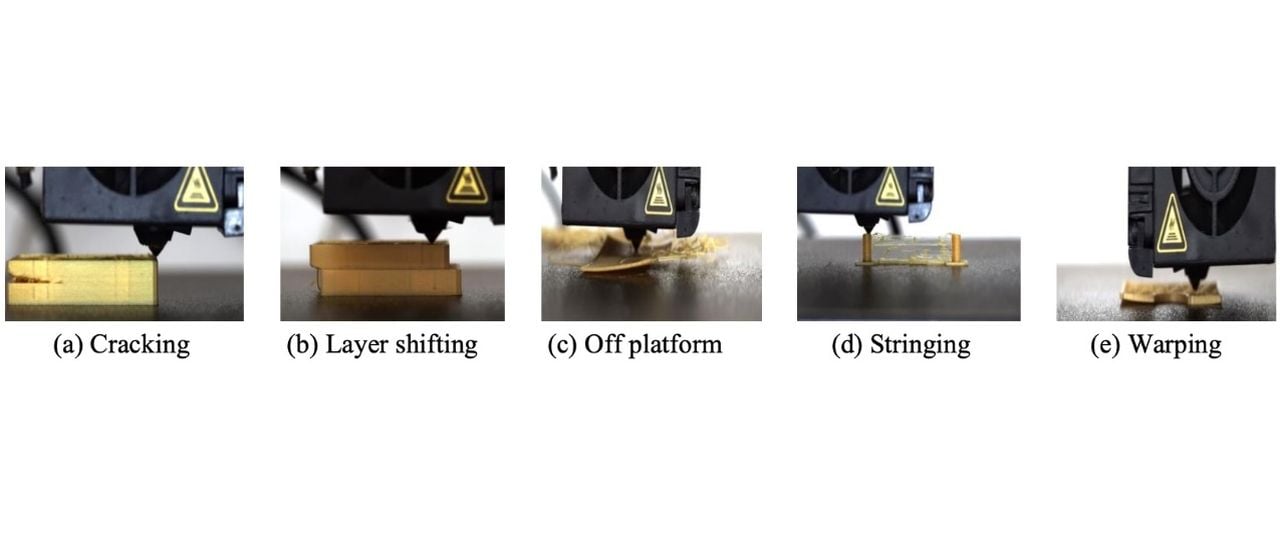
In other words, rather than hand-engineered rules for edges or brightness, the researchers train a convolutional neural network (CNN) to classify or segment defects directly from images. The network can be fed layer snapshots or short sequences to spot telltale patterns such as under extrusion, delamination, layer shift, or stray deposition, then flag the build for intervention. If inference runs fast enough, a printer could theoretically pause or adjust parameters in near real time.
What The Paper Proposes — And What It Doesn’t
The interesting bit is the jump from rule-based heuristics to learned features that may generalize across geometries. The paper also hints at a pathway to closed loop control if detection latency is low and the machine interface is open enough to accept corrections.
But there is one issue. Vision models can be pretty fussy about lighting, camera placement, lens quality, and even part color. A network trained on one machine or material often stumbles when conditions change in different jobs. Unless the researchers can show cross-machine, cross-material validation, their claims of generality should be thought of as a starting point, not a solved problem.
The compute story is also important. If inference processing needs a desktop GPU, deployment will be very limited. Edge devices can handle modest CNNs, but high resolution video and multi-view setups require a lot more compute power. Latency, bandwidth, and synchronization with the motion system are also critically important, since this is intended to be a real time solution.
Nevertheless, the commercial implications are real. Cameras are cheap, and a vision stack that cuts rework even a little pays for itself quickly in polymer production. For metals, image cues can complement melt pool data to triangulate quality issues and produce more defensible build records. Tied into a MES, automated alerts reduce human effort and help standardize shop-floor responses.
Adoption usually starts where the risk is lowest and the payoff is fastest: FFF farms, polymer prototyping cells, and pilot metal lines that already capture layer images. If the model plays nicely with existing controllers and keeps false alarms in check, expect toolpath-integrated monitoring to follow.
Via OpenAlex