
We’ve been working on some Bowden-style equipment recently and realized an important design aspect.
As you might recall, there are two basic approaches to filament-extrusion 3D printing: “direct” and “Bowden”. Late last year we explained the difference, but the essential difference is the distance between the hot end and the motor that pushes the filament. For direct approaches, the distance is quite short, while Bowden-style extruders have very long distances, as the motor is often mounted on the rear of the machine.
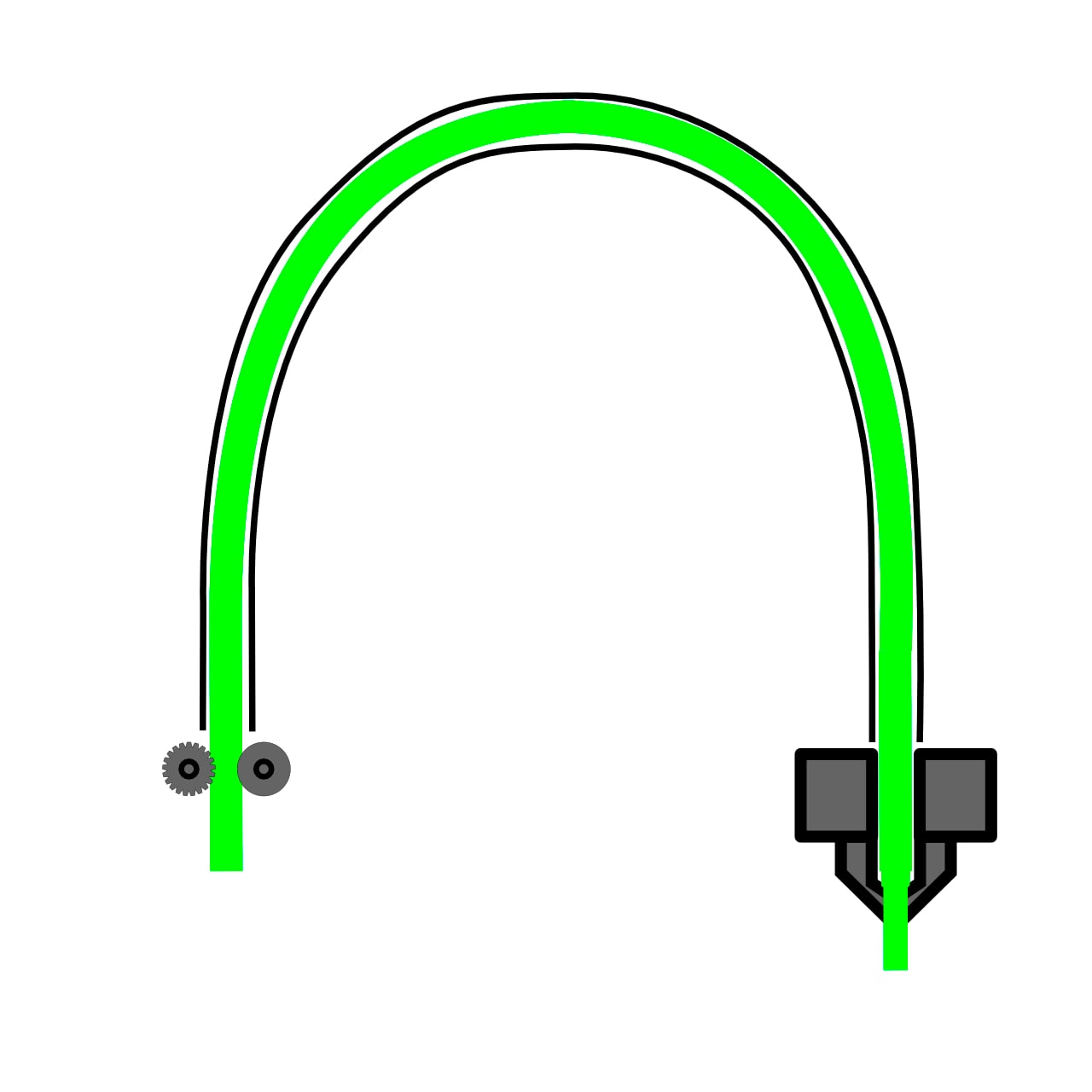
The Bowden style often requires a tube running from the rear of the machine all the way to the hot end. As you’ll see, the tube is the most critical element of the Bowden approach.
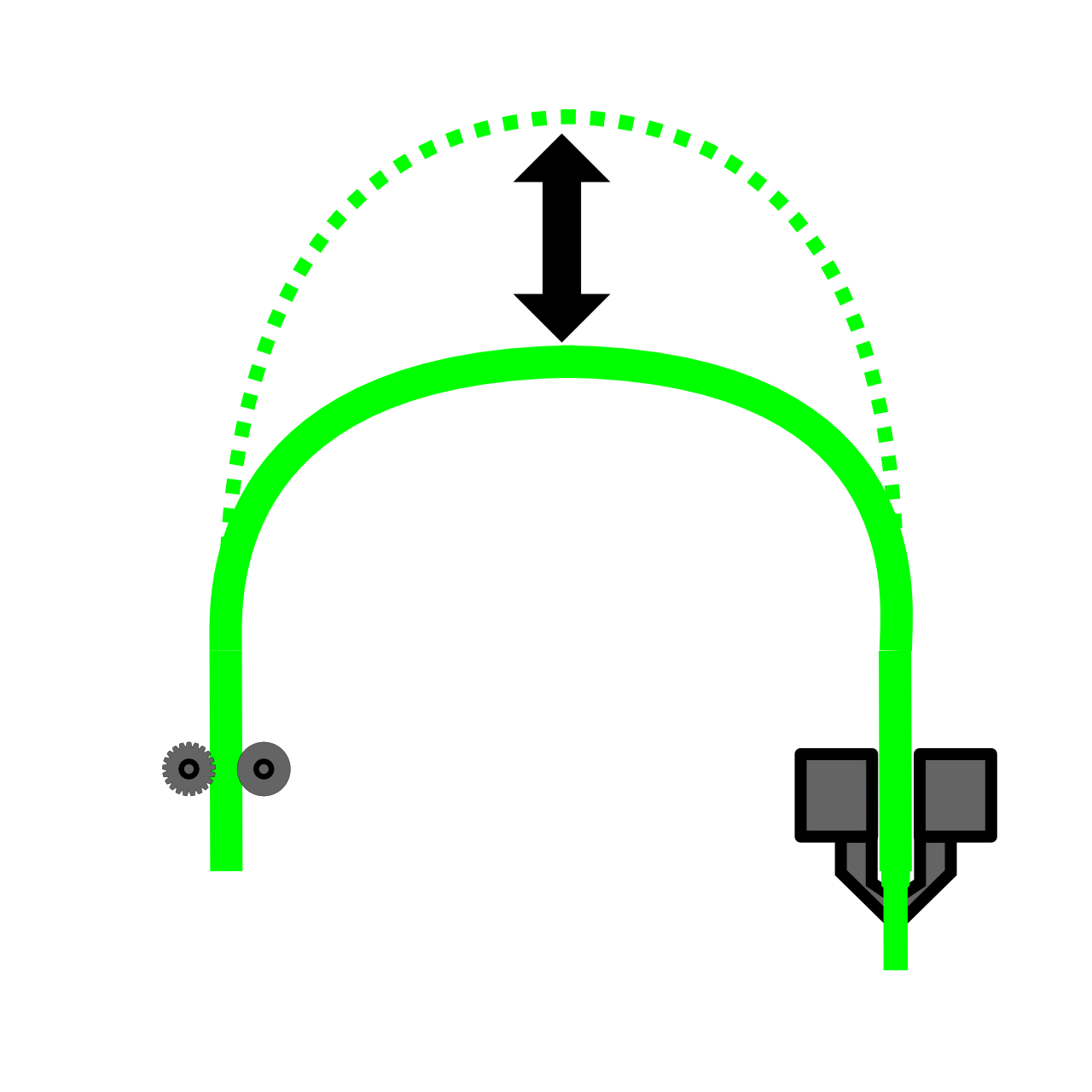
Imagine what might happen if you didn’t have the tube:
Yep, without a tube, the filament just spills out on top and would make quite a mess. Thus, the tube is a mandatory feature that ensure the filament is delivered to the hot end.
This tube must also be locked down at each end, otherwise the same scenario would develop.
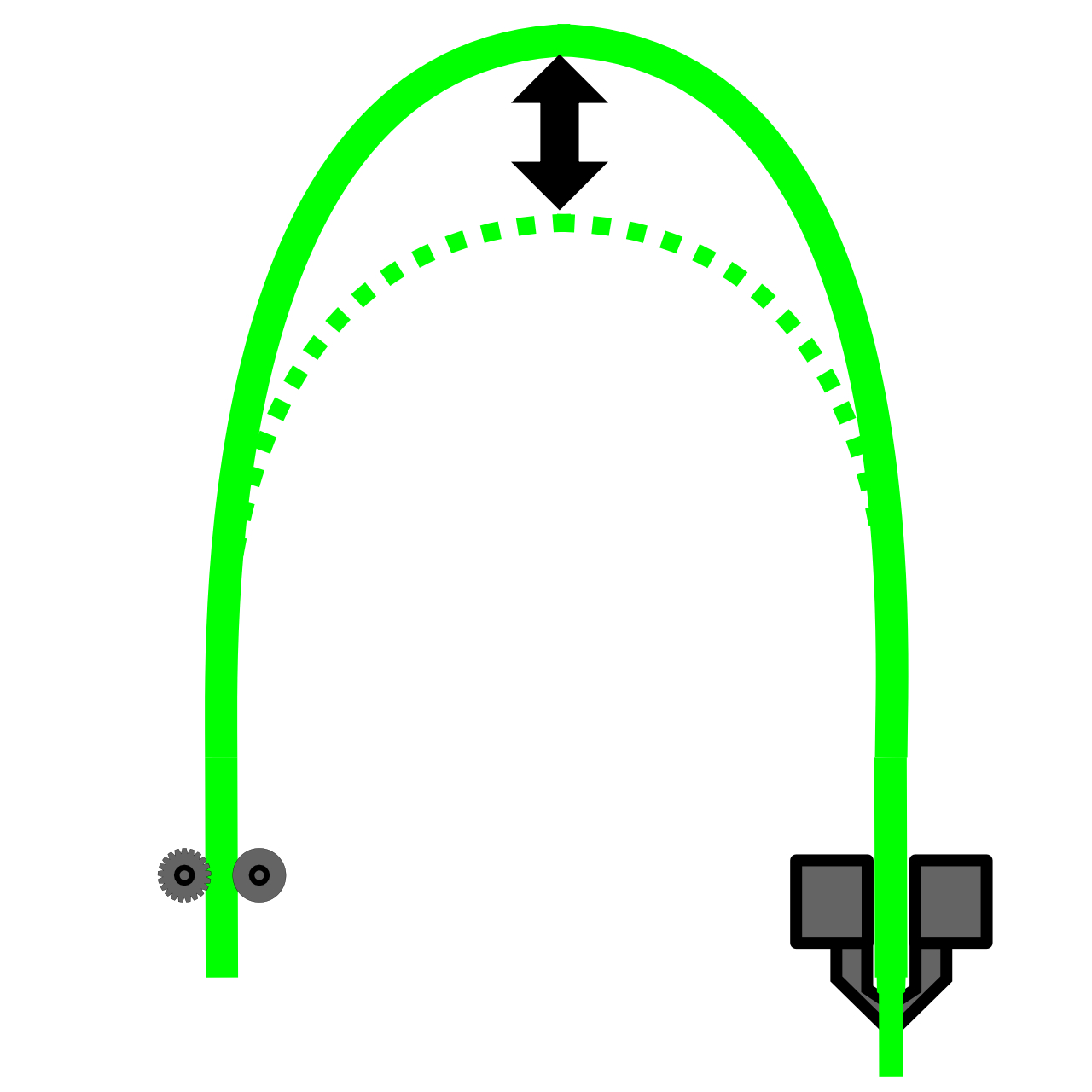
Here’s another challenge to Bowden design: retraction. This is a common maneuver executed during 3D printing in which the filament is pulled backwards slightly to avoid drips from the nozzle during non-printing movements. In other words, retract when moving or generate “stringies”.
In the direct extrusion approach, the filament is simply pulled back without issue. But in a Bowden configuration, the tube once again becomes quite important. Without the tube, you get this:
It’s a similar problem, but easily solved by including the tube.
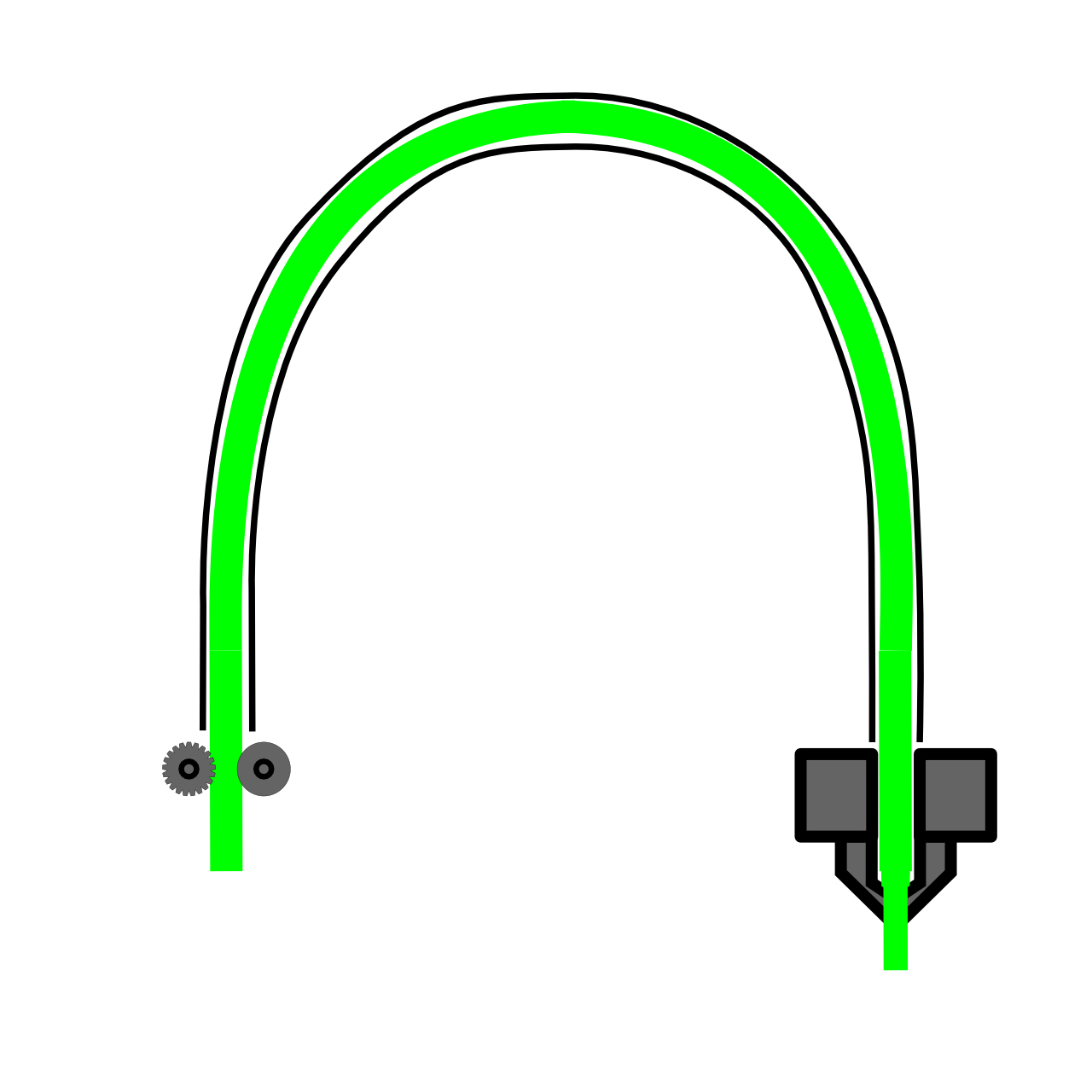
Now let’s pose this question: what if the filament has a noticeably smaller diameter than the inside diameter of the tube? In other words, what if the filament is “loose” in the tube? This can happen during a retraction:
See what happens? The filament retraction occurs – partially or completely – within the tube, and the actual retraction from the hot end is reduced or eliminated! This is especially true for very short retraction distances.
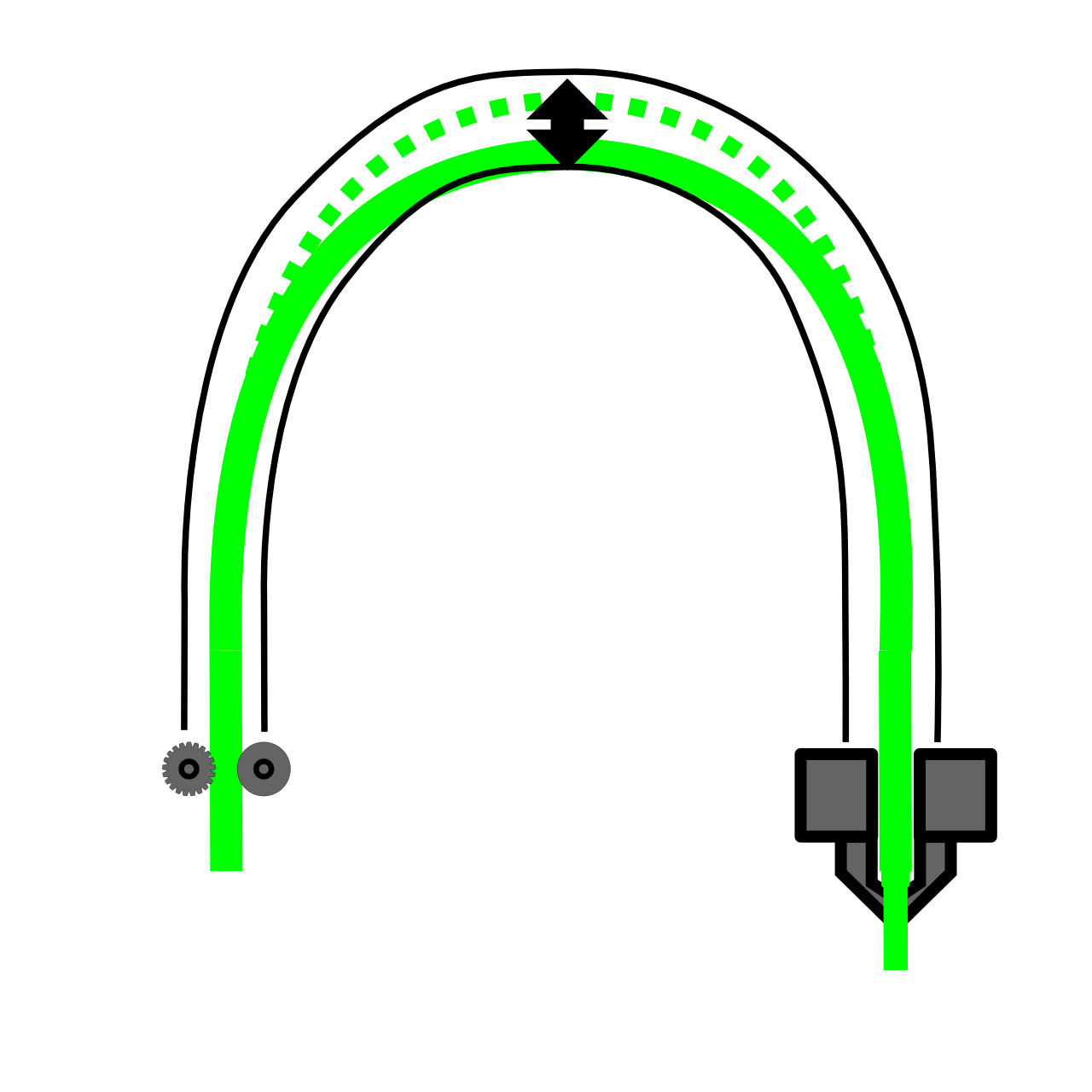
What does this tell us? Simply that in a Bowden extrusion approach, the diameter of the tube should closely match the diameter of the filament being used. And that’s usually the case on such machines. That’s the image at top.
But then this introduces another problem: filament size. If you try to put a 2.85mm filament into a Bowden tube designed for 3.00mm filament, then you may observe this effect to some degree. You must try to match the filament size as precisely as possible for optimum retraction.
The opposite problem can also occur. Suppose you attempted to put a 3.00mm filament into a Bowden tube designed for 2.85mm filaments. It may seem to fit, but in fact you are actually introducing additional friction along the path inside the tube. This may result in poor extrusion as insufficient material makes it through the friction-filled tube.
Yet another challenge can occur, even if you’ve exactly matched the filament size. Some plastics can be extremely rigid when in cool state. Yes, we’re looking directly at you, PLA! As you print PLA off a spool, the diameter of the spooled material’s rigid curve decreases down to the size of the spool hub. This means you’re attempting to push an increasingly curved, very rigid material through a tube that has a different size curve.
The result: friction and stress on the rigid filament. In some cases, you may see the filament actually snap if left long enough in the tube. Problems like this occur towards the end of a spool, where the curve is tightest.
Is there a solution this, aside from using more flexible materials? If you encounter this problem, one approach we’ve seen is to actually lubricate the filament as it enters the extruder, typically by drawing the filament through a small sponge that contains a drop of oil.
There are many advantages to Bowden-style setups, not the least of which is faster printing due to lower-mass moving hot ends, but as you can see, design of a Bowden extruder can be a bit tricky, too.