
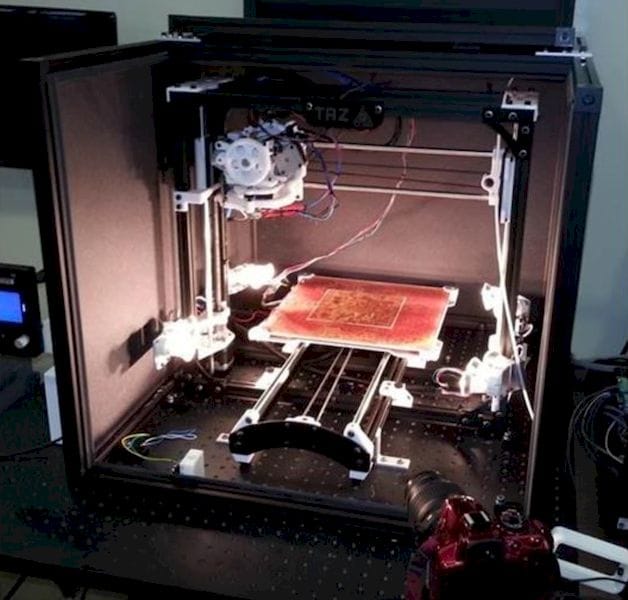
![NASA converted a TAZ 4 desktop 3D printer into this ULTEM-printing machine in 2016 [Source: NASA]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a849bfe67.jpg)
I wish I’d seen this earlier: A 2016 NASA project transformed a desktop 3D printer into one capable of 3D printing ULTEM.
Their concern was that the parts produced on inexpensive 3D printers were generally not usable for many applications, as the materials and layer bonding did not provide sufficient strength. They wanted to see if was possible to create an inexpensive device that could overcome these limitations.
This was quite a project, and the steps undertaken show the technological distance between common desktop 3D printers and the professional high-temperature 3D printers of today. Starting with a standard LulzBot TAZ 4 (Aleph Objects’ current model at that time), they added features, replaced components and adjusted software to enable this device to 3D print high-temperature ULTEM material.
Their objective was to see if this could be done, as few high-temperature 3D printers were available at the time. Then the go-to system for 3D printing in ULTEM, a high-temperature strong thermoplastic typically used in aerospace applications, was Stratasys’ Fortus series.
These large production 3D printers include an actively heated build chamber and custom hot end that permit the very high temperatures required for ULTEM. The hot temperatures also imply warping and bad part quality if there is significant temperature differential. Remember, if you are softening a thermoplastic to print, you must have a nozzle temperature above the glass transition temperature for the material. In the case of ULTEM, that’s a pretty high value.
Normally the TAZ 4 would 3D print lower-temperature materials, such as ABS and PLA. But the NASA engineers had to make a large number of changes on the device to enable high-temperature 3D printing. Here are some of the steps they undertook:
Enclosure: The engineers designed and built an enclosure to fully capture the heat required to surround the print. They devised a structure with an aluminum frame and used cardboard foam walls as insulation. Normally the TAZ 4 was an open concept machine with all components visible.
Component Materials: As the build chamber temperatures were to be significantly higher, any components inside the chamber would have to withstand that heat. The engineers observed several stock TAZ 4 components that were made from ABS, whose glass transition temperature would be lower than the temperature of the chamber. Thus they replaced these components with equivalents made from higher-temperature materials – first polycarbonate, and ultimately ULTEM.
Hot End: The stock hot end on the TAZ 4 was clearly insufficient as it could not reach the required temperatures. Thus they simply replaced the hot end with an E3D-Online V6, which was able to reach up to 400C. They had to do some custom modifications to the structure to properly mount the new hot end.
![NASA's design for cooling stepper motors in a heavily modified 3D printer [Source: NASA]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a84a3c528.jpg)
Stepper Coolers: Another component inside the now-hot build chamber is the stepper motors that drive the X, Y and Z axes. The stock parts had a maximum operating temperature of only 55C, far below the intended chamber temperature of 161C. These could not be replaced, so they designed a custom cooling system that could surround the stepper motors and keep them at proper temperatures.
![Electronics were removed from the now-hot build chamber in a 2016 NASA 3D printing experiment [Source: NASA]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a84a823f4.jpg)
Electronics and Software: Electronics were physically removed from the build chamber for similar reasons, and mounted outside. It’s not pretty, but it works. They also had to make a number of changes to GCODE generation and firmware to ensure that the higher temperatures were allowed. Normally a machine of this type would include safeguards against runaway temperatures, for example, and these had to be raised.
![Infrared heating system design for maintaining 3D print temperatures [Source: NASA]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a84b2dd35.jpg)
Object Heating: I am fascinated with the solution they engineered for keeping the object at target temperatures. Instead of heating the chamber with forced air or passive residual heat, they opted for an infrared lighting system. The system included twelve 35W halgon bulbs pointed at the center of the print volume. The positioning was optimized to allow for best illumination, as the print gantry would occasionally obscure some of the lights.
This infrared heating system is unique to me, as I am not aware of other 3D printers using this approach. However, it seems like a very interesting approach that might be considered by other 3D printer manufacturers.
Other Improvements: The engineers also added a few extra “easy” improvements, like porting LulzBot’s automated bed leveling feature onto the Frankenstein device, or using an external heated filament storage container to keep the ULTEM at proper input temperatures and maintain its dryness.
After all these improvements, did it work?
![Print results from NASA's experimental 3D printer conversion [Source: NASA]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a84b75eb4.jpg)
It did. In this image they show non-heated prints at top and equivalent prints at the bottom using all the heating features. Thus the experiment worked: it is indeed possible to convert a common desktop 3D printer into an ULTEM-eating Frankenstein’s 3D printer.
Now the question is, will you do the same on your desktop 3D printer?
Maybe it would be a lot easier to simply buy a professional 3D printer.
Via NASA (PDF)









MiniFactory’s new software produces a very useful report for each 3D print that may be important for clients. We had a close look at one.