

![Velo3D Founder Benny Buller [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0943b11dbe.jpg)
Velo3D has seemingly come out of nowhere to the metal 3D printing market.
Where did they come from? We love origin stories, and recently we sat down with founder Benny Buller to find out how they made the journey through stealth startup to splashy launch last year.
Founder Buller is an Israeli who came through the famous Israeli Defense Force Unit 81. This secretive unit specializes in military intelligence technology, and Buller explained to us that he was repeatedly tasked with “doing the impossible”. Of course, he did not tell us any details of that work, but the point being that he and his comrades became very comfortable with “doing the impossible”.
That’s what he took into the world of business.
Buller’s first ventures involved working in the semiconductor industry, solar manufacturing, investing and eventually a company building rocket engines. This is where the 3D printing angle began.
Buller’s company had to iterate rapidly to develop the rocket parts, and literally “every part had unprintable features”. This is not surprising, given the constraints imposed on the users of typical metal 3D printing systems. Buller says the “problem was universal”, and that they had to compromise their designs to enable successful printing.
Evidently this scenario bothered Buller so much that he sought to solve it. He realized that successful 3D printing of metal powder requires highly consistent conditions at each state of the process. They developed a “massive flowchart” of the process that included “five steps of measurement at each point.”
This allowed the Velo3D Sapphire system designers to make decisions during printing: stop if unrecoverable, or perform a realtime adjustment to bring the measurement back into line. It’s a huge set of “what could go wrong” questions being constantly considered throughout the print.
No Contact Recoater
Buller also realized that one of the anchors holding back metal 3D printing was the relatively primitive powder recoating systems in use by competitors. Their team then set to develop a new, non-contact system that now forms is instrumental to their SupportFree manufacturing process.
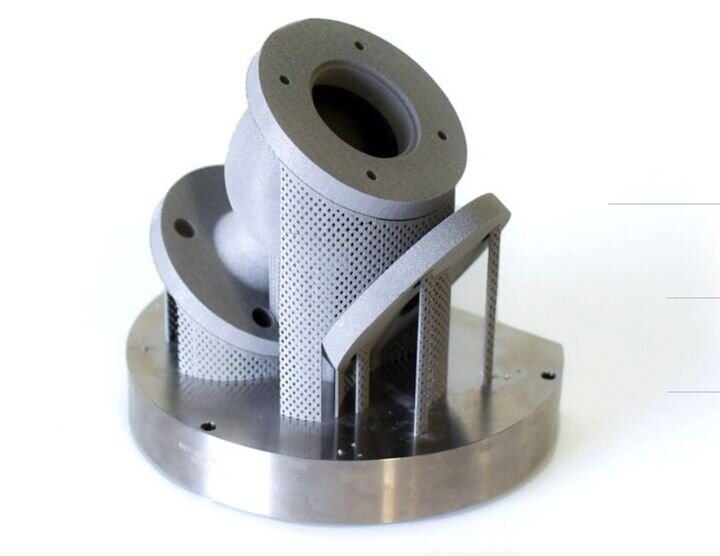
![Example of the delicate metal 3D prints possible on the Velo3D Sapphire system [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0943b573c3.jpg)
Note: we have a separate story explaining much more about the no-contact recoater.
Velo3D Software
Velo3D’s approach to their “Flow” software mirrors their hardware philosophy. They lean heavily on simulation concepts to avoid warping during printing, and this is done by making precise adjustments for each type of geometric feature encountered. Buller says they have a “recipe for each feature”.
But it’s more than that: their “recipes” account for not only actions on the current print layer, but also for the previous layer below and the upcoming layer above! This enables a kind of “3D tuning” I have not seen on any other 3D printer of any kind.
![Incredible detail possible on metal 3D prints from Velo3D [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0943bc5eb8.jpg)
The tuning seems quite intelligent, as it can, for example, provide for a smooth surface if exposed, but not if the surface is hidden.
Meltpool Monitoring
Another important feature is that rather than monitoring the laser’s profile directly, they instead monitor the laser’s output: the meltpool temperature. This ensures that the melt is consistent by constantly tuning the laser profile. Apparently this is done on a microsecond scale.
It seems that the more you look at Velo3D’s technology, the more you will be amazed. This is a very different system from any of the alternatives, even though at first glance it may appear to be just another powder-bed / laser system.
That could be a challenge for Velo3D to overcome. One competitor ominously told Buller: “You’re five years into the future; No one will want it.”
Via Velo3D








Aerosint and Aconity have proven out their work in multi-metal powder deposition 3D printing.