
A new study links larger FFF nozzle diameters to stronger PLA parts, with modeling to back it up.
Researchers at Islamic Azad University examined how nozzle size influences mechanical properties in FFF 3D printing. Working with PLA on a single-nozzle Alpha 3D printer, they produced ASTM D638 Type I tensile bars with four nozzle diameters — 0.2 mm, 0.3 mm, 0.4 mm and 0.5 mm — and tested them to failure. Print conditions included 50% grid infill, about 50 mm/s nominal speed (3000 mm/min) and a 215C nozzle, followed by tensile tests at 23C and 5 mm/min.
Nozzle diameter is usually chosen for surface quality or throughput, but it also controls bead width, heat input and void formation between rasters. The team set out to quantify how much of that translates into strength and stiffness, and whether a physics-based model can predict the trend.
What The Data Shows
The results point one way: bigger nozzles, stronger parts. Average ultimate tensile strength rose from about 15.7 MPa at 0.2 mm to 22.9 MPa at 0.5 mm, with the highest single result reported at 23.78 MPa for the largest nozzle. Across twenty five specimens, the difference between the smallest and largest nozzles was 8.38 MPa — notable given identical material and similar settings.
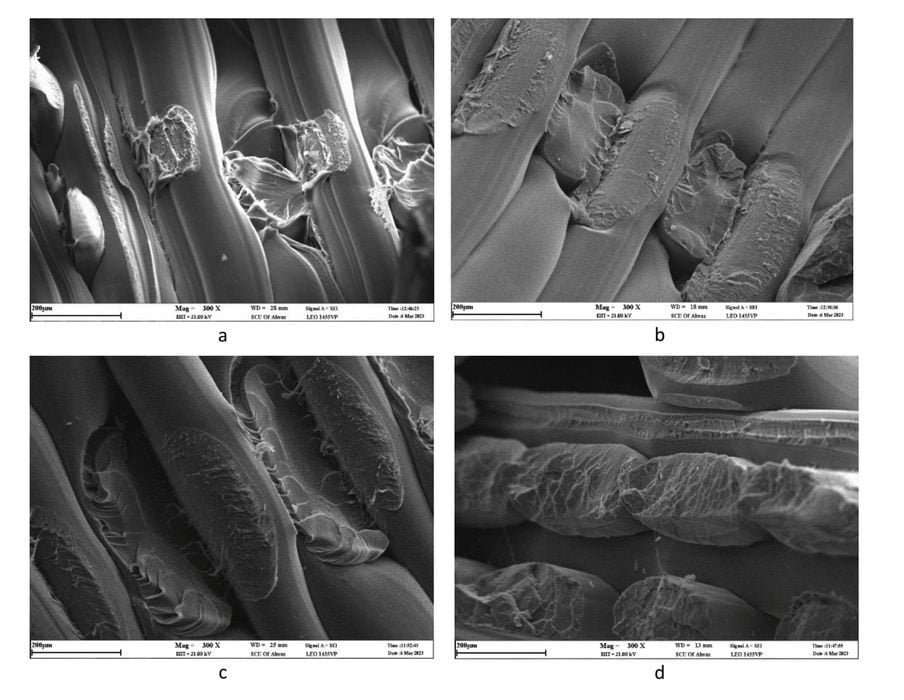
Stiffness tracked the same direction. Young’s modulus increased from a mean 561 MPa at 0.2 mm to 749 MPa at 0.5 mm, with a top value of 762 MPa. Scanning electron microscopy suggested improved interlayer adhesion at larger bead widths and a shift in failure mode toward intralayer fracture, consistent with stronger layer-to-layer bonding. One section of the manuscript contradicts that interpretation, but the abstract, conclusions and micrographs align with the improved-bonding narrative.
Why Bigger Beads Can Be Stronger
Mechanistically, wider extrusions reduce unbonded air gaps and microvoids, cut stress concentrations and keep the melt hotter for longer, which can promote diffusion across interfaces. That combination tends to lift both strength and modulus in anisotropic FFF parts. The tradeoffs are familiar: coarser surface finish, potential detail loss and, as the authors note, reduced strain at break — a sign of increased brittleness as interlayer regions stiffen. The upside is that larger nozzles also raise deposition rate, so you get a throughput bump alongside the strength gain.
Crucially, the authors did more than report measurements. They derived anisotropic constitutive models using composite laminate theory to capture nozzle-size effects on raster and layer cohesion. Predictions matched experiments with relative error generally under about eleven percent for tensile strength and around nine to ten percent for modulus, suggesting nozzle diameter can be a usable input in strength forecasts rather than a heuristic guess.
There are caveats worth noting. The study used only PLA on one printer with one infill pattern at fifty percent density, so results are not directly comparable to fully dense or injection molded PLA, which typically reports much higher tensile values. Layer height is not consistently stated — 0.2 mm appears in methods, while 0.25 mm is referenced in results — and the interaction of layer height with nozzle size is a known driver of interlayer bonding. Cooling strategy, build plate temperature and raster orientation were fixed or not disclosed, limiting generality.
For practitioners, the takeaway is practical: when strength and stiffness matter more than fine feature fidelity, stepping up nozzle size can help, especially on functional prototypes, jigs and fixtures, and large-format parts where layer interfaces dominate performance. Shops should validate locally with their own materials, layer heights and raster angles, and consider testing at solid infill to isolate geometric porosity from bead-size effects.
It is a reminder that not every strength problem needs a new material or machine — sometimes a bigger nozzle is the simplest lever to pull.
Via Research Square