
Researchers propose hybrid layer thickness to lift PLA part strength while cutting energy use.
The paper, titled “Hybrid Layer Thickness Configurations for Enhanced Mechanical Performance and Energy Efficiency FDM-Printed PLA,” targets a familiar constraint in Fused Filament Fabrication (FFF): we usually pick one layer height and live with the tradeoff between strength, surface quality, and speed. The authors instead explore mixing thin and thick layers within the same build to place material quality where it matters and cycle time where it does not.
Most slicers already support adaptive or variable layer height, but the feature is typically driven by surface curvature to improve topography. This study shifts the objective toward performance and power, asking whether a deliberate pattern of thin layers in high-stress zones and thick layers elsewhere can boost mechanical properties while reducing energy per part. The team focuses on polylactic acid (PLA), a staple filament in labs, classrooms, and design studios.
While the title uses the legacy FDM term, the implications apply directly to FFF workflows with mainstream slicers such as PrusaSlicer, Cura, OrcaSlicer, Simplify3D and others, where users can already paint regions or program height transitions. The novelty is not the capability, but the design strategy and its measured outcome.
What Hybrid Layer Thickness Means In Practice
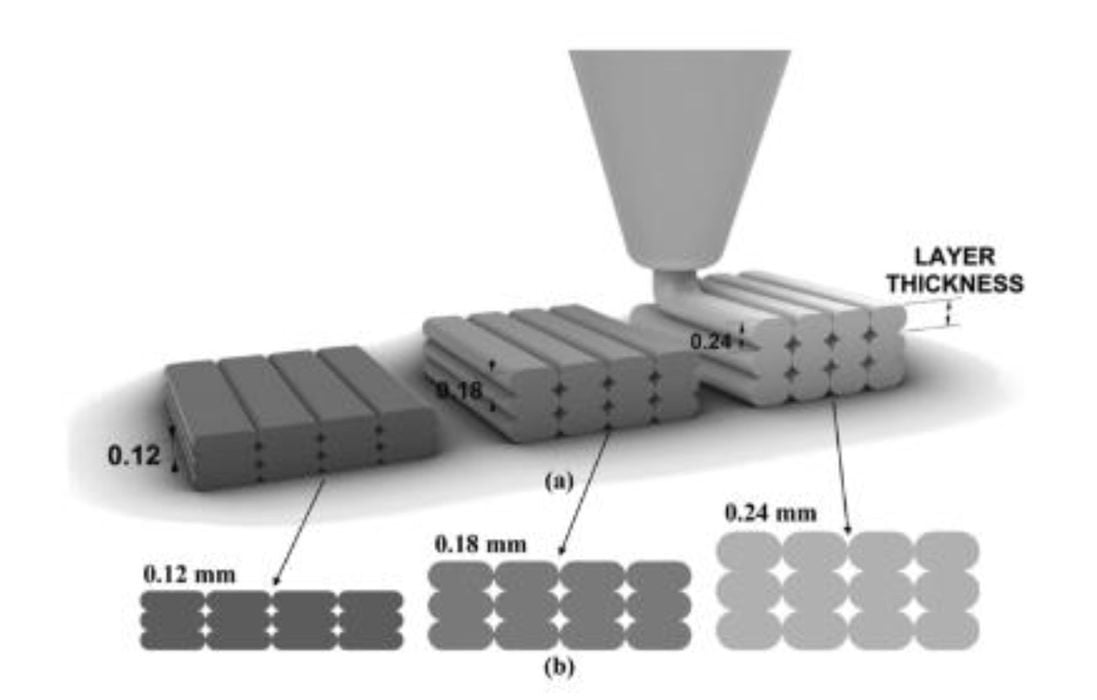
Thin layers tend to improve interlayer bonding and reduce voids, which can elevate tensile strength and fatigue life at the cost of print time. Thick layers build faster with larger beads that can reduce shell count and skin passes but often lose some Z-direction strength and fine detail.
A hybrid schedule seeks a middle path: thin layers near stress concentrations, interfaces, and outer skins; thicker layers in low-stress infill and bulk regions where anisotropy hurts less.
The researchers reportedly evaluate the concept on PLA test coupons, pairing mechanical tests with energy measurements. Although the abstract-linked resources do not list exact gains, the framework suggests two measurable effects: fewer total layers, which cuts heating cycles, fan time, and stepper motion; and locally improved bonding in critical zones, which pushes failure loads higher. The interesting bit for operations is that both effects can occur in the same job without changing materials or hardware.
Implementation constraints remain. Hybrid patterns must align with load paths, which means either manual layer zoning or an automated pipeline that uses simulation results to steer layer height. Cooling strategy matters too: thicker beads store more heat and can blur sharp transitions if fans or time-per-layer are not tuned. Surface quality may also vary across transitions unless accelerations and flow are carefully managed.
Implications For Shops And Slicers
For service bureaus and internal print farms, the attraction is obvious: higher throughput at equal strength, or higher strength at equal time, or some weighted combination that reduces energy per part. If results replicate, hybrid layer thickness becomes another lever alongside perimeter count, line width, and annealing, but with minimal added touch time. It also slots neatly into existing automation, because G-code already encodes layer height and firmware does the rest.
The missing pieces are the numbers and repeatability. The paper’s full dataset would need to show tensile, flexural, or impact results against control builds at uniform heights, plus confidence intervals across machines and spool lots. Energy metering methodology also matters — whether measured at the wall with a power meter or estimated from firmware duty cycles — because fan control, bed temperature, and idle heat soak can dominate consumption on PLA builds.
Another open question is generality beyond PLA. PETG, ABS, and nylon respond differently to cooling and interlayer diffusion; what helps PLA might have different optima elsewhere. Nozzle diameter, line width, and orientation could change where hybrid schedules pay off, and very small features may not tolerate frequent transitions without introducing seam artifacts.
If slicer vendors integrate stress-aware layer planning — for example, importing a von Mises field from FEA and mapping it to layer thickness bands — the approach could move from research to default practice. Until then, power users can experiment today by combining variable layer height with modifier meshes and part-specific cooling to see whether their own parts exhibit the same trend.
A clever takeaway is that strength does not always require more material; sometimes it simply needs smarter placement of quality.