
Researchers report an IR nozzle preheating method that boosts PEI extrusion strength and cuts warping while avoiding a 200C chamber.
The work comes from Korea Additive Manufacturing Innovation Center (KAMIC) at KITECH with collaborators from several universities, and it is now accepted in Scientific Reports. They focus Ultem 9085, the super-engineering thermoplastic that normally requires a long hot-chamber soak and extreme thermal conditions.
Anyone who has printed PEI, PEKK, or PEEK on FFF knows the drill: poor z-strength, curling corners, and an hour or more of chamber preheat if your machine can even reach 150–200C. That thermal overhead is hard on electronics and schedules. Some high temperature machines even relocate electronic components because of this issue.
The team proposes a localized, in-situ IR preheat that raises just the deposition zone above PEI’s glass transition (about 177C), improving chain interdiffusion without baking the entire build volume.
How The IR Preheating Works
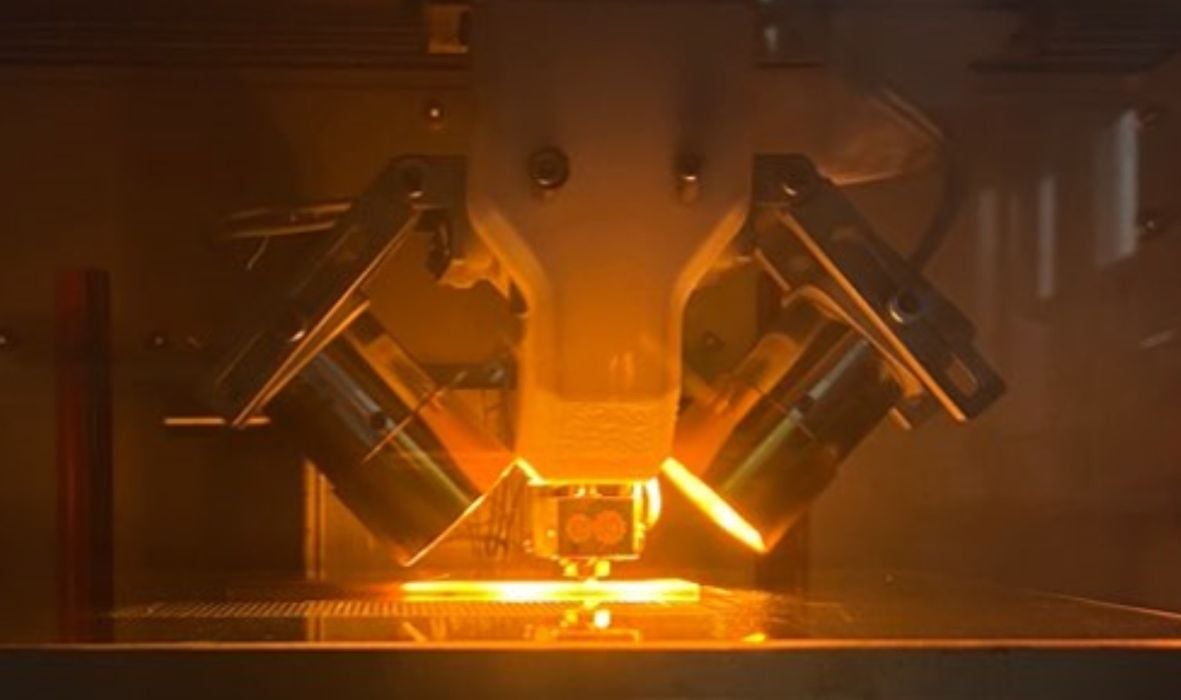
The group built a custom FFF system with dual IR emitters flanking the nozzle (see image at top). One lamp preheats the previously laid road immediately before contact; the other helps hold a warm micro-environment just after deposition. Power is adjustable from 6 to 69 W, with lamp-to-part distances of 15–25 mm to tune the heat-affected zone.
Printing ran with a 370C nozzle, an 80C chamber, and a fixed 60 mm/s speed. Notably, the chamber temperature was held low to protect motion & control hardware — a major departure from the 120–200C norm for printing Ultem. An IR camera and finite element analysis (FEA) showed the interface popping above Tg within roughly five hundredths of a second and staying there for about a quarter second as the nozzle passed. In other words, exactly when diffusion matters.
Infrared absorptivity of PEI is not amazing (the team assumed 0.15), so geometry and distance matter. Even so, thermal images captured during printing showed strand temperatures exceeding 180–200C in the hot zone, then decaying quickly — minimal heat accumulation away from the interface.
Without IR, transverse (z-bending dominated) tensile strength was 9.86 MPa. With IR it climbed to 38.5 MPa at 34 W, 39.5 MPa at 52 W, and 42.8 MPa at 69 W — roughly a fourfold increase. Longitudinal strength rose from 51.97 MPa to 73.62 MPa at 52 W, then slipped to 65.59 MPa at 69 W.
Warping improved, too. Measured spring-back angles dropped from about 8.1 degrees (transverse) and 6.9 degrees (longitudinal) without IR to 2.7 and 2.4 degrees at 69 W — more than a 60 percent reduction. SEM images show fewer voids, blurred filament boundaries, and more cohesive fracture surfaces as IR power increased.
This sounds great, but there is one issue. Excess heat at the top end softened the material and likely disturbed bead geometry, which eroded the longitudinal strength. The solution might be in robust process control: closed-loop temperature sensing, tuning lamp standoff, and maybe adaptive power tied to speed and path curvature.
Commercially, this is a very interesting move. If localized IR preheat can reliably deliver Ultem-class bonding with an 80C chamber, it changes the economics for labs and service bureaus that do not want — or cannot afford — true high-temp enclosures. It also hints at possible retrofit kits for existing high-flow FFF platforms from players who top out around 100C chambers today.
It seems that if we add heat where it helps diffusion and not where it cooks your motion controller, the results are good. This could be a breakthrough for much simplified 3D printing of advanced high temperature materials.