
Researchers report a machine learning approach to predict LPBF defects from up-skin and down-skin angles, suggesting there might be angle-aware process control for metal AM.
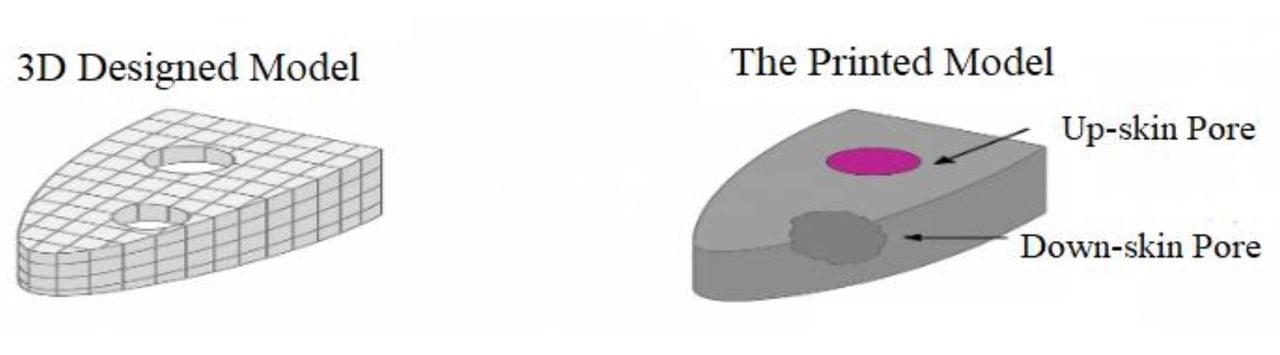
Laser Powder Bed Fusion (LPBF) users know that surface orientation is not just a design detail — it drives melt pool behavior, heat flow and, ultimately, defect formation. Up-skin faces tend to cool differently than down-skin faces, which sit over unfused powder. The result is a familiar mix of lack of fusion, keyhole porosity, balling and rough down-skin edges that demand more supports and post processing.
Industrial practice already reflects this as most LPBF toolchains apply different parameter sets for skin and core, and some offer angle-based exposure strategies to tame overhangs. Still, tuning those maps is tedious and material specific, and they often rely on rule-of-thumb thresholds rather than predictive models. Meanwhile, real time monitoring has advanced rapidly, but turning sensor data into actionable parameter changes remains an open challenge for many workshops.
Why Surface Orientation Drives Defects
The physics are straightforward. Down-skin regions radiate into powder, which is a poor heat sink, so the melt pool can sag and create dross or lack-of-fusion pockets if energy is too low. Up-skin regions shed heat more efficiently and can tip into keyholing or balling if energy density is too high. Angles between horizontal and vertical exacerbate the staircase effect, changing melt track continuity from layer to layer.
The paper centers on those angles — classically labeled up-skin and down-skin — and attempts to quantify how angle bins correlate with specific defect modes. By training machine learning models on measured defects and the associated angles and parameters, the authors aim to predict when and where trouble will appear before a build even starts.
Angle-Aware Models, Practical Implications
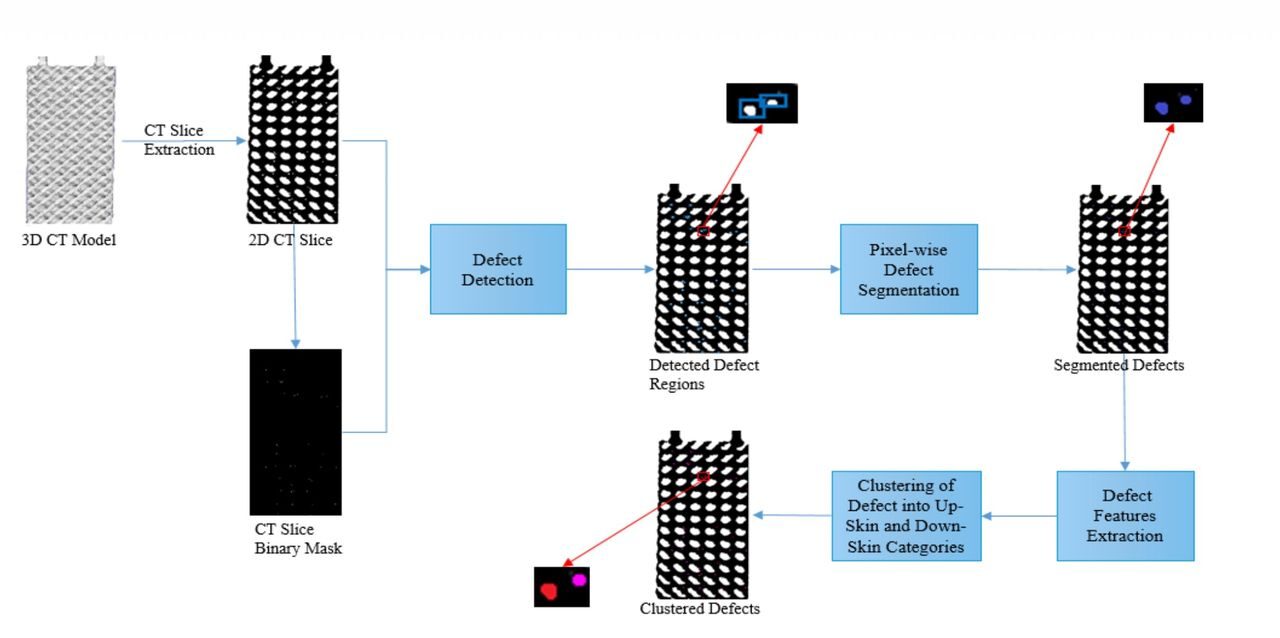
Although the abstracted record does not list the algorithms, a reasonable reading is that the team trained classifiers or regressors to map inputs (angle, scan speed, laser power, hatch spacing, layer thickness) to outputs such as defect likelihood or surface roughness. That would let a slicer or build planner choose exposure sets per face orientation automatically, potentially reducing supports on down-skins and easing up-skin post processing.
What is new here is the crisp focus on up-skin versus down-skin angle as a primary feature for prediction, rather than treating orientation as a coarse on or off flag. If validated across machines and alloys, this could close the loop between design features and process parameters more tightly than the static parameter libraries found in many controllers today.
There are limits. The record does not disclose the material system, machine brand, dataset size or accuracy metrics, and those details matter. Angle effects are alloy specific — 316L, Ti6Al4V and AlSi10Mg do not respond the same way to energy density or scan vector changes — and even the gas flow and recoater type can shift outcomes. Generalization across platforms will likely require retraining or at least transfer learning. Without in-situ sensing, the approach is predictive at plan time rather than adaptive during the build.
For service bureaus and aerospace or medical device teams chasing consistency, the upside is clear: fewer scrap builds, fewer supports on overhangs, tighter surface tolerance and shorter shot peening or machining time. The most natural home for this work is inside CAM and build prep — think EOSPRINT, Materialise Magics or Siemens NX — where an angle-aware model could recommend or auto assign parameter tiles with minimal human touch.
The next step is proof across multiple alloys and geometries, with clear metrics: density, defect volume fraction, surface roughness, and build time versus a baseline angle table. It would also be valuable to see the model drive parameters in a commercial slicer and compare rework rates over a statistically meaningful batch of parts.
If the authors can publish trained models or a plugin and demonstrate gains on at least two machine ecosystems, adoption could move quickly. If not, this may remain a promising lab result that inspires vendors to fold angle-aware prediction into their own closed toolchains.
Via HI-AM Conference