
A newly published patent outlines editable, tree-style supports with controllable penetration tips to cut support count and stabilize tricky overhangs.
Support strategies in additive vary widely by process. Stereolithography (SLA) and Digital Light Processing (DLP) typically lean on contact points that are quick to snip but can scar surfaces, while Fused Filament Fabrication (FFF) relies on columns or tree supports that can buckle at steep angles. Powder bed processes like Selective Laser Sintering (SLS) rarely need geometric supports, yet heat management still benefits from clever anchoring. Across the board, too many supports increase material use, extend build time, and add extra labor in post-processing.
Most slicers auto-generate and then let users nudge, paint, or delete support structures. This patent, KR20250176050A, goes a step further: it proposes a host program that defines a support region around the target geometry, fills it with many individually selectable elements, and relies on the printer engine’s slicing behavior to merge closely spaced elements into a single, continuous tree. Notably, it calls out a threshold spacing of 2000 microns, under which the engine treats the cluster as one support.
Editable Tree Supports With Penetrating Tips
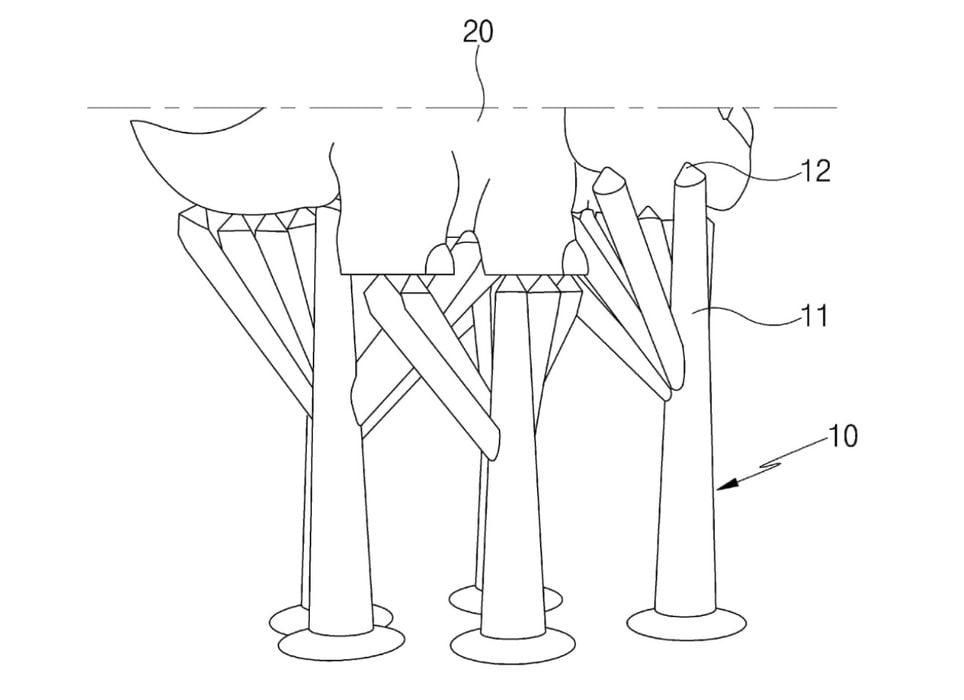
The core mechanism is a “support body” with a “support body tip” that intentionally penetrates into the part. The operator sets top and bottom penetration positions and, by default, constrains the tip to enter only up to the midpoint of that span. In plain terms, you define how deep the support anchors into the model, then cap it before it reaches sensitive internal features. The result is meant to increase stability without over-anchoring.
To further reduce the number of vertical supports, the patent introduces sub-supports that link supports to each other or bridge between adjacent parts across an overhang gap. Think X-braces or triangular ties that share load, so fewer primary trees carry the same weight. The host software workflow is laid out as steps: define the support region with overhang angle and feature size in mind, generate multiple support bodies at set intervals, edit or delete unneeded elements, optionally add more bodies or sub-supports, then transfer the data to the printer engine for slicing and printing.
The authors also emphasize per-branch control. Users can adjust diameters and lengths and manually add supports where the auto tool cannot reach protrusions. The engine then joins support geometries to the model where needed and prints a consolidated structure in a tree topology.
Potential Gains And Practical Limits
On paper, the concept aligns with objectives many shops care about: fewer supports, better stability at angles, and less time spent cutting nubs. Load sharing via braces could help prevent failures on parts oriented at, say, 30 to 60 degrees, where thin trees sometimes buckle. If penetration depth is limited to a calculated midpoint, it may anchor reliably while containing damage to a small internal zone.
Yet several unknowns remain. The patent does not identify a specific printer class or material set, and some details conflict with common practice. SLS typically uses unsintered powder as a natural support, so explicit geometric supports are unusual; metal Laser Powder Bed Fusion (LPBF) will not tolerate penetrations that cannot be removed or stress-relieved; SLA and DLP are the most plausible targets, with FFF a close second. The 2000 micron threshold looks like an implementation detail of one engine, not a general rule. There are no benchmarks against established tree supports in Cura, PrusaSlicer, or Bambu Studio, and there is no data on removal time, scarring, or throughput.
There is also the practical matter of post-processing. Penetrating tips sound useful for anchoring, but they must be extracted without gouging internal surfaces. For resin prints, that could mean extra clipping and sanding; for thermoplastics, fused contact points may resist clean detachment. The patent’s editing workflow could reduce human effort if well executed, but the user interface, presets, and guardrails will decide whether it speeds jobs or just adds knobs.
Adoption will hinge on implementation. If this becomes a slicer feature or plugin with clear defaults, branch-diameter controls, and automated sub-support linking, we would look for comparative prints: fewer supports used, stability on steep overhangs, and confirmation that interior blemishes remain small and consistent. If it stays a broad patent without a release plan or licensing path, it may simply map the direction many slicers are already heading. Finally, the fact that this approach is patented may mean it is less likely to be adopted by popular open source slicing tools.
Via Google Patents