
A new study tests a laser powder bed fused milling cutter with conformal cooling, a design to allow cooler, longer running cuts for demanding materials.
The research centers on a metal cutting tool whose internal coolant paths are not drilled straight lines but freeform channels that closely follow the cutting edge. This geometry — long coveted but difficult or impossible to manufacture conventionally — is a direct fit for Selective Laser Melting (SLM), also known as Laser Powder Bed Fusion (LPBF). While conformal cooling is widely proven in injection mold tooling, its controlled use inside rotating cutters is a newer frontier, and this paper documents performance under practical cutting conditions.
Conventional cutters route coolant through simple bores or rely on external nozzles, both of which compromise jet direction and distance to the heat source. By contrast, conformal channels can hold a near-constant standoff to the flute or insert pocket, shaping jets to the shear zone and chip root. Major toolmakers have demonstrated similar concepts for drills and end mills, but published, peer reviewed test data remains relatively rare — making this report interesting for AM practictioners following metal tooling applications.
Why Conformal Cooling In Cutting Tools Matters
Cutting heat drives wear and dimensional drift. In difficult alloys like titanium and nickel superalloys, it also throttles material removal rates. Bringing coolant closer to the edge can drop interface temperature, stabilize the tool, and sweep chips without starving the contact zone. The AM twist is that channel placement and cross section can be tuned to equalize flow along multiple exits, or even follow a helical path that mirrors the flute — something deep hole drilling or EDM cannot easily achieve.
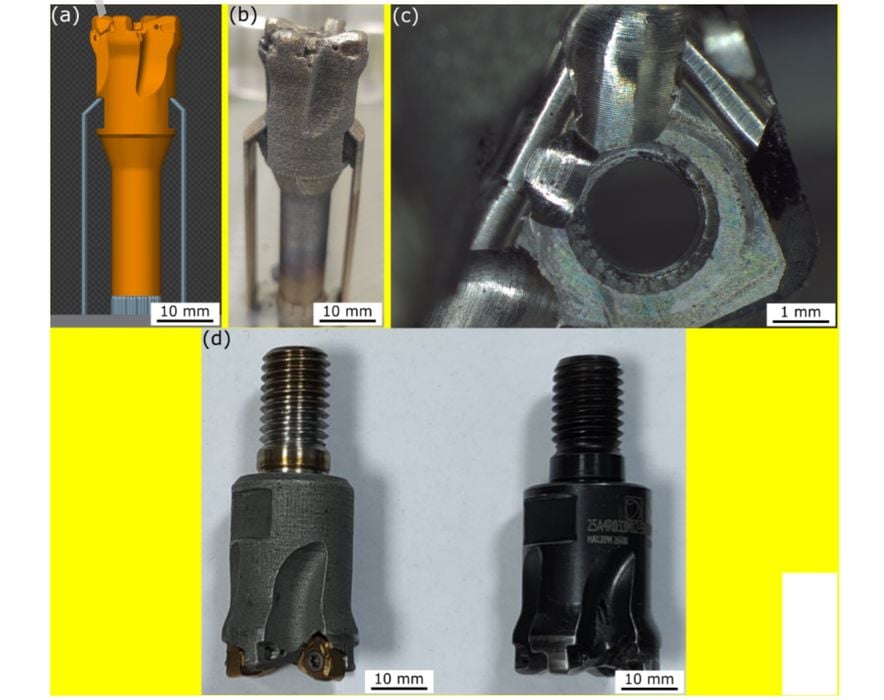
The researchers tested a milling cutter produced with the SLM process with internal, conformal channels and compared its behavior to a conventional coolant arrangement. The summary does not list specific changes, but the focus suggests measurements of temperature, wear progression, cutting force, and possibly surface finish. We should expect that any gains will depend on coolant pressure, viscosity, channel roughness, and how closely the flow intersects the chip formation zone.
Additive Enables Geometry, But Demands Process Control
Designing and producing a rotating tool body is not as simple as pressing start. LPBF parts for cutting tools typically need heat treatment and sometimes hot isostatic pressing to close porosity and improve fatigue life. Long, small channels must be fully depowdered, which is nontrivial when passages turn and twist, and internal rough surfaces can decrease fluid pressure. At high spindle speeds, balance becomes critical, and any residual porosity or leak path could cause coolant seepage and corrosion.
Those issues aside, AM lets designers trade wall thickness, channel curvature, and outlet position to modulate jet angle and momentum — essentially embedding fluid dynamics into the cutter. That can reduce human touch time during setup, because coolant aim becomes a design parameter rather than a manual nozzle adjustment. It would be possible to create parameterized channel families tailored to material group and pressure range, bringing a software-defined aspect to metalcutting hardware.
The value proposition here will depend on throughput and tool life. If conformal cooling gets even modest increases in allowable feed per tooth, workshops can reclaim machine hours quickly. On the other hand is part cost and lead time: LPBF tool bodies still carry a price premium, and post-processing, inspection, and balancing add steps.
What this paper does not yet clarify is the magnitude and repeatability of the improvement, the tested materials and speeds, and any sensitivity to coolant pressure. Those data points will determine whether the concept is truly implementable in actual workshops.
AM has been used to create cooling channels inside injection molds for years, why can’t we also do it cutting tools?