

Anthony Palumbo and Charles Goulding examine how rotational multi-material 3D printing embeds programmable pneumatic channels in elastomer filaments to create soft robots that bend, twist, and grasp on command, while highlighting key durability and scaling limits.
Introduction
Soft robots can bend, twist, and conform around delicate objects, enabling safer interaction than many rigid mechanisms. However, programming that motion has often remained slow and craft-heavy because many pneumatic soft actuators still rely on casting and lamination workflows. In those approaches, molds are fabricated, elastomer layers are cast, channels are patterned and sealed, and the assembly is rebuilt when curvature direction, hinge behavior, or repeatability does not match the intended outcome. Small geometric edits frequently require new tooling steps, making iteration feel closer to retooling than routine design revision.
A Harvard University research effort led by Jackson K. Wilt, Natalie M. Larson, and Jennifer A. Lewis reports a fabrication approach that effectively “prints motion into matter” by embedding asymmetrical, hollow pneumatic conduits inside a cured elastomer filament. When pressurized, the filament bends, coils, twists, or forms hinge-like joints in predetermined directions. The process enables motion tuning through print parameters rather than through repeated mold redesigns because the pneumatic channel is created as an internal, print-time feature whose position and cross-section can be varied continuously along the toolpath.
The team first shared the work as an arXiv preprint (May 23, 2025) and later reported it in Advanced Materials.
Why Soft Robot Motion Is Difficult to “Program”
Many pneumatic soft robots are fabricated through casting and lamination: molds define channel layers, parts are bonded and sealed, and motion performance is tuned through successive rebuilds. This workflow can produce strong devices, but it is slow to retune because the “programming” is embedded in tooling and assembly. When a bend direction needs to reverse, when hinge placement must shift, or when repeatability is not acceptable, the loop often returns to mold edits, re-casting, and re-bonding.
Rotational multi-material 3D printing (RM-3DP) reframes that loop by placing the pneumatic channel inside the filament during deposition rather than treating it as an added or assembled feature. Motion is driven by how an internal void is positioned and shaped within each filament segment, and by how those internal parameters change along a continuous print path.
Process Overview
Core-Shell Co-Extrusion with Rotation
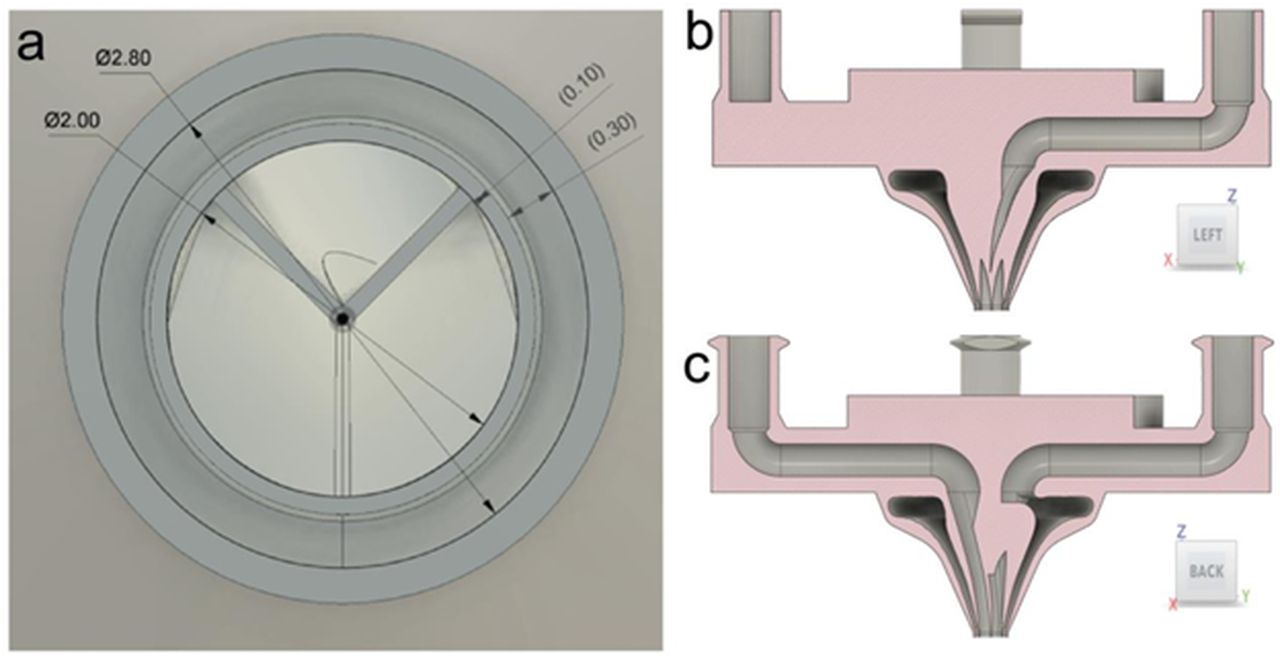
The method uses a rotating multi-material nozzle to co-extrude two materials through a single outlet: a UV-curable elastomeric shell and a fugitive (removable) core that later becomes the pneumatic channel. Reported material choices include a photopolymerizable polyurethane-acrylate resin for the shell and a poloxamer gel (Pluronic F-127 in water) for the fugitive core. Nozzle rotation, nozzle geometry, and relative flow rates control where the core sits inside the filament cross-section and how its cross-sectional shape and size evolve along the path.
Cure, Core Removal, and Baseline Geometry
After deposition, the elastomer is UV-cured to form a stable matrix. The fugitive core is then removed by pumping cold water through the filament, leaving a hollow conduit embedded inside the cured elastomer. The study reports millimeter-scale filaments (e.g., a filament diameter on the order of ~2–3 mm) and a controlled print process (including a reported print velocity of 3 mm/s), anchoring the approach in a repeatable, parameter-driven deposition regime rather than one-off manual fabrication.
Actuation by Pressurization
Pressurizing the internal conduit drives deformation. Because conduit orientation and cross-section can be adjusted along the toolpath by changing rotation and fugitive flow, the printed structure can be programmed to bend, twist, or form localized hinge-like regions without changing molds or assembling layered channel networks.
The Core Mechanism
Off-Center Conduits Create Predictable Bending
The actuator filament can be viewed as a thick elastomer cylinder containing an off-center hollow conduit. When the conduit is inflated, the surrounding elastomer experiences nonuniform strain because the stress distribution and effective wall thickness differ around the conduit, producing a bending moment. Similar physics exists in pneumatic-network actuators, but here it is encoded inside a single filament rather than across laminated channel layers.
Continuous Programming Along a Toolpath
The key differentiator is the ability to vary conduit orientation and geometry continuously along a single printed path. The paper describes conduit architecture using cross-sectional descriptors tied to orientation (e.g., a sector angle parameter) and shows that conduit size can be adjusted through fugitive flow. By changing where the conduit sits within the filament cross-section during deposition, bending direction can be reversed mid-span, twisting can be introduced gradually, and hinge-like response can be localized without adding joints or assembling multiple pieces.
What the Work Demonstrates
Bending Filaments with Measurable Force and Predictive Modeling
The authors report curvature versus applied pressure and compare experimental response to finite-element analysis using a hyperelastic material fit (Ogden-type modeling), a standard approach for rubber-like deformation. Supporting materials reference model visualizations in Abaqus, reinforcing the intent to map pressure-to-shape behavior for a given conduit geometry. The study also reports forces at the filament scale and shows that bundling multiple filaments increases output, indicating a straightforward scaling tactic that does not require fundamentally changing the printing approach.
Coil and Twist via Continuous Reorientation
Beyond planar bending, the method demonstrates continuous reorientation of the internal conduit along a filament to generate coil-like and twisting behavior under pressure. Rather than relying on segmented assemblies, twist emerges from smoothly varying internal geometry along a continuous deposition path.
Hinge-Like Segments Through Local Channel Changes
The process enables hinge regions by locally altering conduit geometry or conduit placement along short filament segments. The supporting materials present hinge structures at defined lengths (including 5 mm and 10 mm hinge segments) and relate hinge response to pressure, making hinge placement a programmable print feature rather than an assembly or mold artifact.
From Filament to Surfaces and Grippers
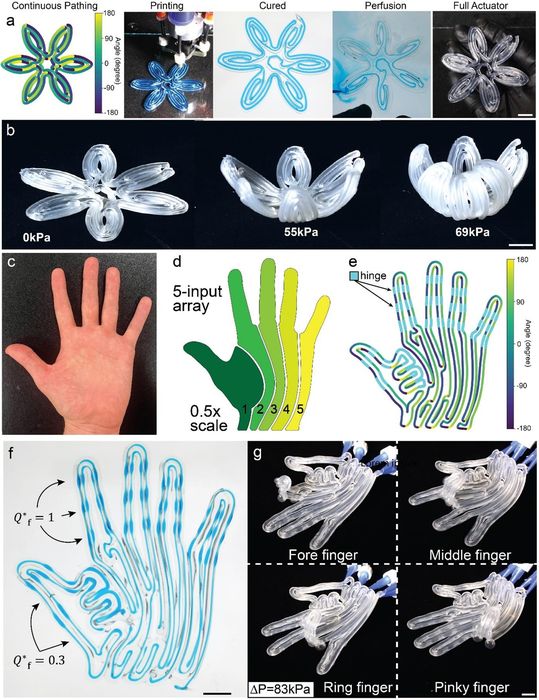
The paper extends from 1D filaments to 2D motifs and multi-region actuators produced via continuous toolpaths. The supporting materials include multi-input surface architectures (including dual-input bilayer actuation states) and patterned surfaces (including checkerboard-style arrangements) that illustrate how adjacent regions can cooperate or mechanically frustrate each other depending on how bending directions are assigned. Demonstrations described in coverage include spiral, flower-like actuators and hand-like grippers that show multi-digit curling and compliant grasping behavior.
Toolpath Planning as a Differentiator
Nozzle Innovation Coupled to Path Generation
Soft robotic response is tightly coupled to geometry, and complex forms often require planning that accounts for how motion primitives interact. The work links embedded pneumatics to toolpath generation, describing a connected Fermat spirals pathing approach used to generate continuous print paths for more complex designs, including grippers. This positions the workflow as an integrated nozzle-plus-software capability in which conduit programming, deposition planning, and deformation prediction are treated as a connected design loop.
What’s New Relative to Prior Soft-Robot Fabrication
Comparison to Other “Print the Behavior” Strategies
Several prior approaches aimed to reduce assembly or encode motion through fabrication, but they emphasize different levers. Bubble casting (Nature, 2021) uses interfacial flows in progressively curing elastomers to create monolithic pneumatic actuators with reduced assembly, but it remains centered on shaping cavities through a specialized curing-and-flow workflow. The Octobot lineage (Nature, 2016) integrated soft lithography with embedded 3D printing to create an entirely soft autonomous robot with embedded pneumatics and chemical power, but it required complex multi-step fabrication. Voxelated multi-material printing (Nature, 2019) programmed behavior through voxel-scale material distribution and property variation, encoding function through composition rather than internal void geometry.
Distinct Capability of RM-3DP Embedded Pneumatics
Rotational multi-material 3D printing with embedded pneumatics introduces continuous, parametric control of an internal conduit within a deposited filament, including changing conduit orientation and cross-section along a continuous path. This treats pneumatic “wiring” as an internal, continuously programmable feature rather than a channel network assembled through lamination or patterned through layered interfaces.
Constraints That Matter for Real-World Use
Durability, Burst Pressure, and Fatigue
Reported failure modes at higher pressures, including ballooning or rupture-like behavior, indicate that wall-thickness uniformity, materials formulation, and cycle-life validation will be central to practical deployment. Supporting materials also highlight sensitivity to shell thickness in actuation studies (including comparisons spanning roughly 100–400 µm), reinforcing that thickness control is directly tied to pressure limits and repeatability.
Core Removal Reliability
The embedded conduit depends on consistent core removal over long paths and potentially complex geometries. The workflow relies on flushing the fugitive core (e.g., with cold water), making washout reliability and inspection methods key process-control requirements as channel length increases or conduit paths become more elaborate.
Feature Scale and Manufacturability Limits
The approach occupies a middle ground between hand-built pneumatics and microfluidics-scale printed channels. Moving toward smaller filament diameters would likely require tighter rheology control, refined nozzle tolerances, and higher-precision rotational control while maintaining predictable curing and washout behavior.
Coupled Deformation in Surfaces and Assemblies
As designs expand from single filaments to tiled surfaces or multi-region actuators, interference and global constraint effects become dominant. Supporting materials note nonlinear and out-of-plane deflection behavior in long actuated filaments, consistent with the broader need for modeling and planning that capture system-level constraints rather than only local “bend here” logic.
Repeatability as the Gating Metric
For the workflow to mature, repeatability will likely be evaluated through engineering checkpoints: leak integrity, burst pressure margins, curvature tolerance under standardized pressure profiles, fatigue life, and run-to-run geometric consistency across long toolpaths.
Where This Could Go Next
A plausible near-term trajectory is platformization: a rotational multi-material toolhead, a validated elastomer-fugitive ink set, and software that converts desired motion fields into print instructions for conduit orientation and cross-section, supported by simulation-informed checks. The most likely early applications are areas where customization and compliant interaction outweigh the need for high force density, such as gentle grippers, rapid prototyping of soft mechanisms, body-conformal actuators, and adaptable handling tools.
Medical device potential has appeared in public framing of the work, but that direction would add requirements typical of regulated manufacturing, including tighter process control, traceable quality systems, materials biocompatibility validations, and expanded durability and repeatability testing.
The Research & Development Tax Credit
The now permanent Research and Development (R&D) Tax Credit is available for companies developing new or improved products, processes, and/or software. 3D printing can help boost a company’s R&D Tax Credits. Wages for technical employees creating, evaluating, and revising 3D printed prototypes are typically eligible expenses toward the R&D Tax Credit. Similarly, when used as a method of improving a process, time spent integrating 3D printing hardware and software can also be an eligible R&D expense. Lastly, when used for modeling and preproduction, the costs of filaments consumed during the development process may also be recovered.
Whether it is used for creating and testing prototypes or for final production, 3D printing is a great indicator that R&D Credit-eligible activities are taking place. Companies implementing this technology at any point should consider taking advantage of R&D Tax Credits.
Conclusion
Rotational multi-material 3D printing with embedded asymmetrical pneumatics illustrates additive manufacturing’s shift in soft robotics from fabrication craft toward parameterized engineering. When bend direction, hinge placement, and twist response become print-time variables rather than mold-time artifacts, iteration can accelerate substantially. The remaining pathway is defined by familiar engineering milestones: repeatability, durability, scaling, and system integration under real operating conditions.