
RWTH Aachen researchers turned WAAM traceability into active control that roughly triples build endurance.
The Wire Arc Additive Manufacturing (WAAM) process moves quickly and deposits a lot of metal, but it is notoriously sensitive to layer height drift. That gets worse on steep, non-orthogonal angles where gravity and heat input conspire to derail the path. Standards like DNV-ST-B203 and ISO/ASTM 52943-2 now spell out what to log, but there is still no common, system-agnostic way to capture and use that information during production.
A team at RWTH Aachen’s Chair for Individualized Production and the Welding and Joining Institute proposes the WAAM Information Model (WIM), a hierarchical, SQL-backed database schema that considers every motion, parameter, and sensor frame important. But it goes both ways with bidirectionality: the same structure that records state also feeds an adaptive loop to update path planning and process parameters.
Unified Data Model Feeds Adaptation
The researchers validated WIM on a DNV-referenced bent-tube geometry characterized by variable layer heights and unsupported overhangs. The cell paired a KUKA KR 30-3 F robot with a LORCH Robo-MicorMIG 350 (GMAW), using 1.0 mm ISO 14341-A G 3Si1 wire and M21 shielding gas. A Keyence LJ-X8400 line scanner and an Optris Xi 400 thermal camera provided metrology. Device communication ran over MQTT with NodeRED middleware and KUKA|prc via a custom prc.IoT extension, while the WIM persisted synchronized states at 2 Hz.
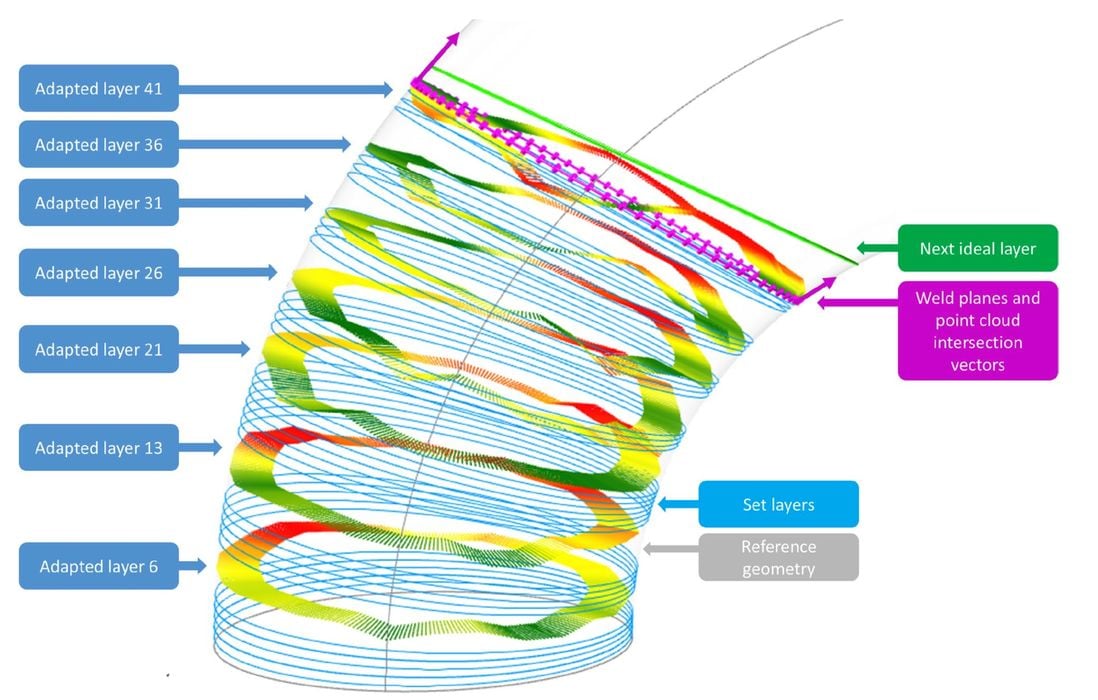
The adaptive loop is intermittent by design, triggered every n layers to balance accuracy against overhead. After a welded layer, the robot performs a scan pass — roughly one minute per pass — and the system computes the deviation to an “ideal next layer.” Those infill distances are remapped to robot speed, wire feed speed, and arc length compensation, then checked for reach and collisions before execution. With static parameters, prints failed around layers 15–20 due to torch collisions or arc instability; with WIM-informed adaptation they reached 50–60 layers. On a representative build, average adapted layer accuracy ranged from 0.72 to 2.46 mm, with torch orientations recorded between about 54 and 81 degrees from horizontal.
Because everything runs through the model, WIM also supports quality analysis. The team logged about one million rows of robot, welder, and sensor data across 197 experiments, including 741 layers with sensor-derived height values and 1,555 adaptive points. Interlayer times and cooling curves were tracked and classified; for example, one test recorded a thermal decay from roughly 1525C to 800C, while other analyses flagged current excursions beyond ±25 A from a per-layer baseline and mapped those events back to 3D toolpath points for inspection.
Compared to commercial WAAM solutions from MX3D, RAMLAB, WAAM3D or Caracol, which emphasize monitoring and QA in closed stacks, the Aachen approach formalizes a vendor-neutral data schema that actively drives adaptation. That could be important for qualification: auditors increasingly expect a traceable link from command to outcome, not just a camera feed and a PDF report.
The WIM publish rate is 2 Hz to keep dashboards and the database responsive; that is adequate for traceability but maybe not fast enough for tightly closed-loop control. The scanner pass adds a significant amount of cycle time, so the intermittent strategy is a practical compromise rather than a proper solution to enable high throughput.
Still, the mechanism seems pretty sound: measure what changed, write it down once in a shared language, and use that same language to adapt before the next layer. Fewer torch crashes, fewer porosity spikes due to bad stand-off, and a cleaner path to compliance are all pretty compelling outcomes.
The team is exploring machine learning on top of WIM — including self-organizing maps to cluster parameter sets by resulting heights, and future PID-style controllers — as well as a read-only LLM interface that turns plain-language questions into SQL queries. Industrial deployments will need higher-frequency streams, faster scan strategies, and validation on alloys beyond mild steel, ideally with nondestructive and destructive test data tied back to the same digital thread.
Via The International Journal of Advanced Manufacturing Technology