
A Drexel-led team showed that porous PAEK knee revision topologies can be 3D printed using the FFF process strong enough for demanding loads.
Cones and sleeves are now routine tools in knee arthroplasty, where bone loss requires stable fixtures. Most options are porous metal, which deliver the fixation but introduce corrosion concerns, metal hypersensitivity, and macrophage-driven osteolysis. That has clinicians and device makers looking at polyaryletherketones (PAEKs) — particularly PEEK and its low-melt cousin — to deliver strength closer to bone and radio transparency without metal ions.
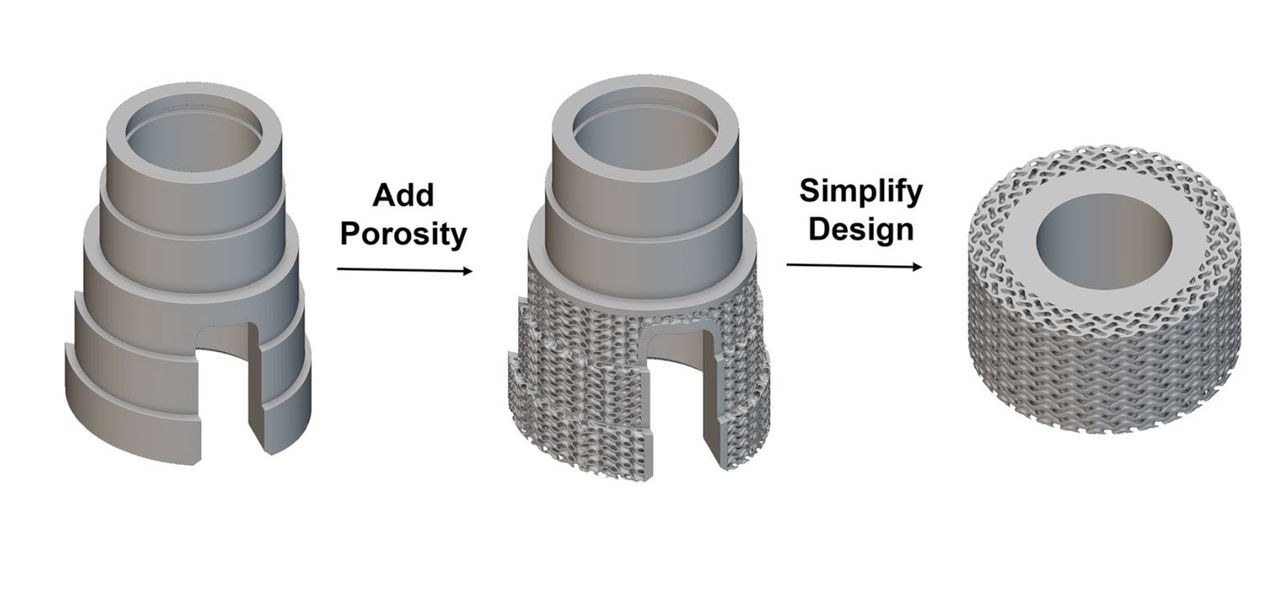
PAEKs have been machined and molded for years, but high-temperature material extrusion has opened the door to personalized, lattice-rich surfaces tuned for integration with human bones. Triply periodic minimal surfaces (TPMS) like gyroid and diamond geometries can match natural structures while at the same time balancing strength, porosity, and permeability — if they can be printed consistently.
Parameters, Loads And Porosity
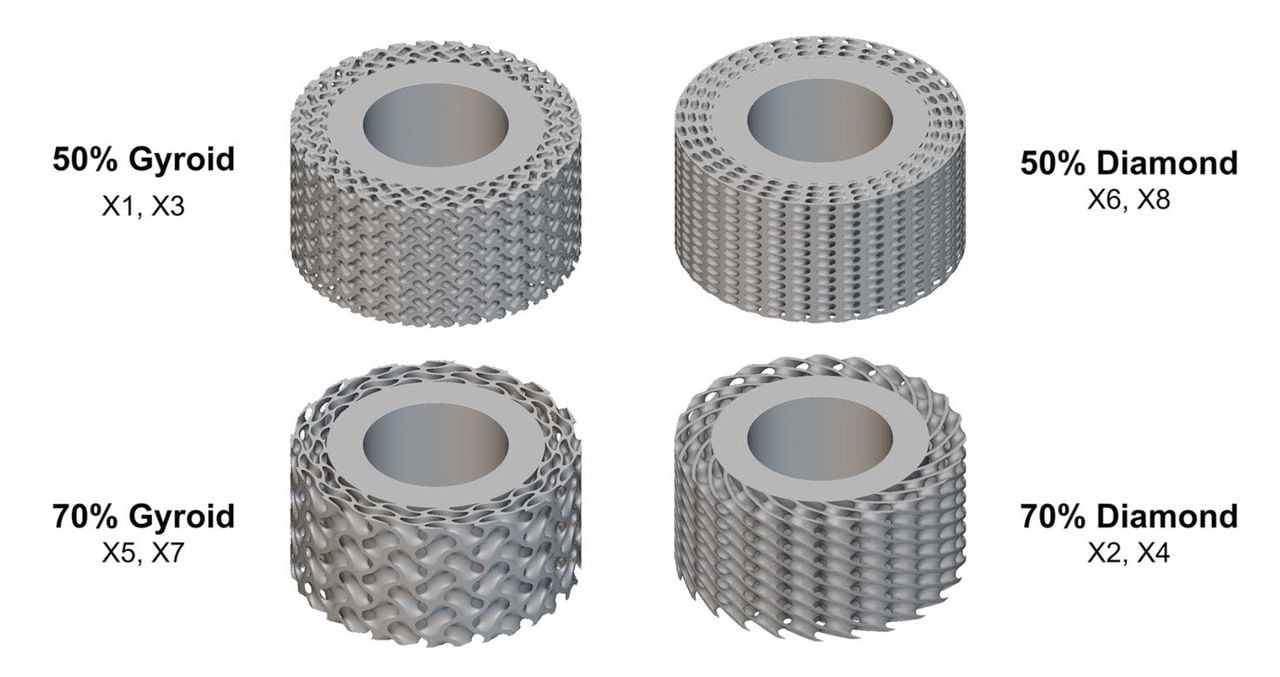
The team printed sixty-four cylinder surrogates representing tibia cones/sleeves on a medical fused filament fabrication system (EXT 220 MED, 3D Systems) using PEEK-OPTIMA LT1 (Invibio) and low-melt PAEK VICTREX AM200 (Victrex). A Taguchi L8 design varied five factors at two levels: nozzle temperature (about 380–410C), chamber temperature (200–230C), layer height (0.2–0.3 mm), TPMS geometry (gyroid or diamond), and target porosity (50% or 70%). Each part took about two and a half hours to build.
Mechanical testing followed ASTM F2077 in 45-degree shear at 10 mm/min — a setup that forces load through the porous ring. All groups beat a worst-case 5.5 kN target derived from telemetry studies of high-load knee activities. The strongest configuration, LM PAEK X8, reached 16.0 ± 3.4 kN; LM PAEK X6 posted 14.8 ± 2.0 kN. PEEK’s best, X8, hit 12.34 ± 0.36 kN. Stiffness generally favored LM PAEK as well.
Taguchi analysis split the levers by material. For PEEK, nozzle temperature dominated, followed by porosity and geometry; higher nozzle and chamber temperatures and a 0.2 mm layer height produced the best parts. For LM PAEK, porosity and geometry mattered most, with lower nozzle and chamber temperatures and a 0.3 mm layer height preferred. In both materials, diamond at 50% porosity was the optimal porous interface under the tested conditions.
Micro-CT confirmed print fidelity trends and quantified porosity drift. Measured porosity undershot design by an average of 8.46% for PEEK and 12.25% for LM PAEK. The 70% diamond printed cleanly, while 70% gyroid appeared messy for both materials, despite acceptable porosity values. That tracks with real life experience: diamond’s simpler topology is more forgiving than gyroid at high porosity with these thermal windows.
Why It Matters For Polymer AM In Orthopedics
Two findings stick out. First, LM PAEK outperformed PEEK in ultimate load and stiffness in this shear regime, consistent with its slower crystallization and improved interlayer adhesion that benefits Z-strength in material extrusion. Second, strength sufficient for demanding knee loads did not require abandoning high-porosity TPMS interfaces — but geometry and process windows matter.
This suggests a credible non-metal approach that removes nickel, cobalt and chromium exposure, leverages radio transparency for follow-up imaging, and may better match bone strength. For manufacturing teams, it confirms that PEEK and LM PAEK are not drop-in substitutes; optimal nozzle and chamber temperatures, layer height, and lattice selection diverge by chemistry, and porosity will trend low unless slicer, cooling, and extrusion multipliers are dialed in.
However, the parts tested in the study were cylindrical surrogates, not full cones; only 45-degree shear was reported; and the LM PAEK material used has not yet been cleared for long-term implant duration. High production throughput for patient-specific, full-scale cones will push thermal management and quality assurance envelopes, and the study did not report post-processing steps such as annealing, which can shift crystallinity and properties.
Next up should be fatigue and cyclic load data, in vivo bone integration of these samples, sterilization robustness, and regulatory progress for specific LM PAEK formulations. Repeatability evidence across printers and lots, tighter porosity accuracy (potentially via closed-loop sensing), and translation from cylinders to true cone geometries will ultimately determine adoption timelines. If those boxes get checked off, we can expect to see pilot polymer cones appearing where metal sensitivity or infection risk drives are critical.