
A new study codifies process rules that make shotcrete 3D printing more reliable and more ambitious.
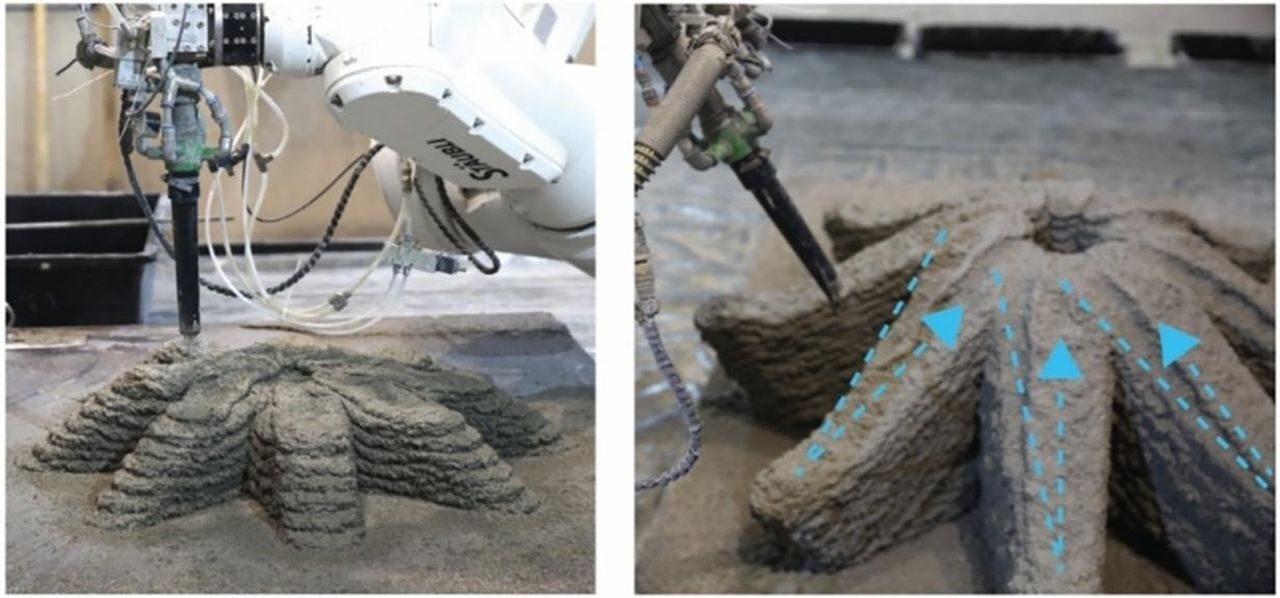
Shotcrete 3D Printing (SC3DP) replaces nozzle extrusion with a high velocity spray of cementitious material, often accelerated to set rapidly on impact. Unlike gantry based mortar extrusion, shotcrete can build onto existing surfaces, reach complex angles with a robot arm, and achieve steep overhangs by tailoring rheology and set time. That promise has been clear for years, but robust process windows have been elusive.
The new paper tackles that gap by focusing on repeatable process guidelines and a map of geometric capabilities. For construction AM, this is important. Without predictable behavior, cell to cell variation in spray, rebound and sag can erase the economics that formwork free building is supposed to unlock. A shared vocabulary for standoff distance, deposition angle and interlayer timing is a needed foundation.
Traditional construction printing relies on low slump mortars extruded in bead stacks. SC3DP, by contrast, uses compressed air and pumps to atomize a wet or dry mix with an accelerator at the nozzle, compacting material on impact. It can deliver high volumetric throughput and bond to uneven substrates, but sensitivity to operator techniques has kept it in the research world. The study attempts is to turn “know how” into explicit rules.
What the Researchers Actually Mapped
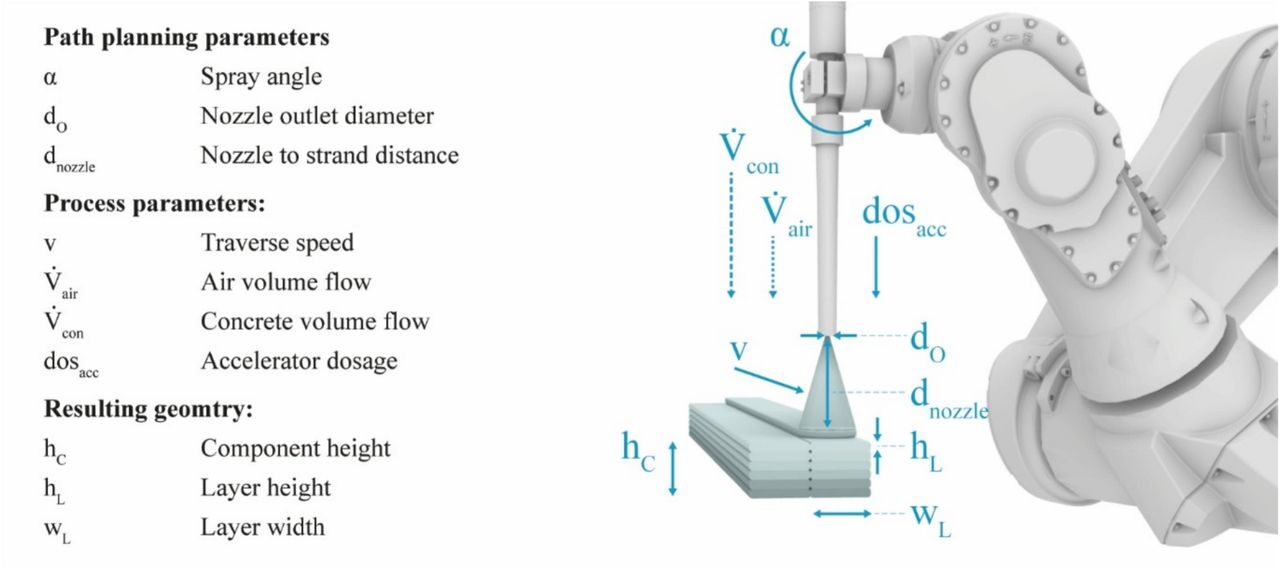
In the paper, the authors map relationships between nozzle standoff, traverse speed and spray angle, and the resulting bead geometry, porosity and layer adhesion. They discuss accelerator dosing and material rheology windows that enable set on contact without excessive rebound, and they describe interlayer intervals that maintain green strength while allowing consolidation.
On the geometry side, the team documents which shapes can be produced robustly: planar and non planar walls, controllable overhangs and cantilevers, openings, fillets and variable curvature surfaces. Rather than a single “stunt” demo, the work emphasizes repeatability envelopes where the same toolpath yields the same outcome across multiple runs. That distinction is key for service bureaus and contractors who need guaranteed outcomes rather than one off prototypes.
The paper appears to lean on a combination of test coupons and scaled demonstrators to validate guidelines. While detailed numbers are behind the paywall, the framing indicates clear do and do not zones for standoff, angle and speed, along with practical notes on substrate preparation and the role of reinforcement meshes or fibers.
Implications For Construction AM
For builders looking for formwork reduction, these rules translate directly into lower human touch time. If crews can rely on process windows, they can push throughput without sacrificing dimensional fidelity. Robotic accuracy still sets a ceiling, but SC3DP’s inherent deposition rate is attractive for large components, cores and retrofits where spraying onto existing structures is valuable.
The guidance also clarifies where closed loop control adds value. Inline sensing for bead height, thermal profile and surface moisture, paired with vision or lidar based geometry checks, could automate adjustments in speed and standoff. That pathway mirrors how laser powder bed fusion matured: from recipes to recipes plus sensors. The study sets a baseline that machine builders can instrument against.
There are challenges. Materials are not standardized, and small changes in mix design, aggregates, temperature and humidity can move the process out of its window. The authors do not provide cost data, and certification under building codes will require structural testing beyond geometric fidelity. Rebound waste is an environmental and site management issue that needs quantification at scale.
Regardless, the ability to quantify achievable overhangs and openings without temporary supports is a practical leap over generic “freeform” claims. If you are evaluating construction AM for architectural features, stay within the published envelope and plan for shotcrete specific post processing like trimming, grinding and surface sealing.
What happens next will likely be full scale pilot walls and retrofits where the method’s strengths — non planar deposition and building onto irregular substrates — matter more than perfect surface finish. Expect integration into multi robot cells, with pump control, accelerator metering and robotic path planning unified under one controller, and more data on long term durability and bond strength between layers.
If extrusion draws lines, shotcrete sketches in space — now with a rulebook.