
Researchers have shown a data-driven, low-power Directed Energy Deposition (DED) approach for 316L stainless steel that delivers sub‑5% porosity, forged‑level microhardness, and a clear path to repeatability.
DED has long promised big build envelopes, hybrid repair on existing parts, and multi-material potential, but variability has slowed broader adoption. The low-power used — typically under 400W — is attractive for controlling heat input, residual stress, and distortion, yet it magnifies melt-pool stability and porosity challenges. Compared with powder bed fusion, the DED value proposition is larger scales; the missing piece has been dependable process windows that can be used across machines and shifts.
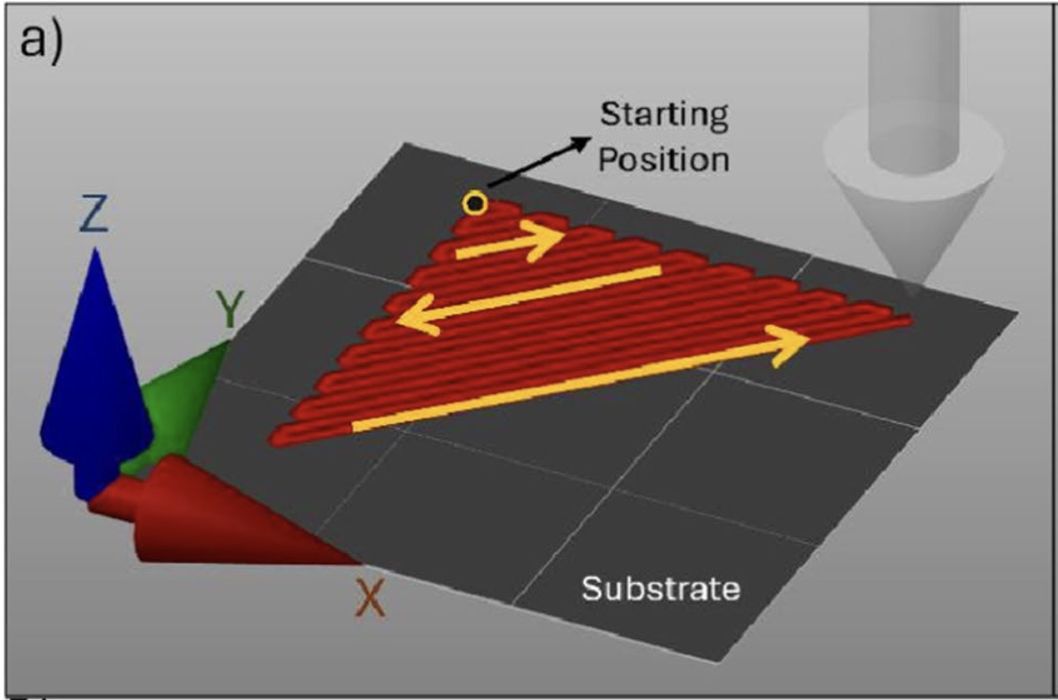
That is the gap a team at Tecnologico de Monterrey and Mexico’s national additive lab (MADIT) targeted. Working on a Viwa-Optomec hybrid CNC-DED platform with a four-nozzle powder head and a 1mm fiber-laser spot from IPG, they conducted more than 150 builds while systematically varying laser power, traverse speed, powder feed, hatch spacing, and interlayer height. A 45-degree cross-hatch strategy won out over a contour approach that produced heavy central porosity.
Low-Power DED, Now With Predictive Guardrails
The core contribution of this paper is a predictive modeling and optimization framework that fixes a DED setup to two metrics: specific energy (E) and mass per unit length (MUL). The team identified operational windows of roughly E = 21–27 (their formulation normalized to a 1 mm beam) and MUL = 0.019–0.022 g/mm. Within those bounds, five parameter sets at 200, 250, 300, 350 and 400 W repeatedly produced good parts, with build speeds up to 35 in/min and hatch and interlayer values tuned by power level.
Ten mathematical models — validated to under four percent error across the power groups — predict single-track and superposed layer geometry, porosity trends, and external dimensions. The team reports porosity between three and 4.85 percent with only zero to sixty-nine parts per million expected to fall outside that band. Microhardness matched or exceeded forged 316L, and microstructural analysis showed refined, more homogeneous grains under optimized heat input.
Below 300W, preheating helps counter early layer oversizing; above 300W, stronger fusion and lower interlayer heights reduced voiding but at some efficiency cost. A thin dilution zone of two to four layers at the start required machining to lock in 316L composition. A custom postprocessor, DEDRA, translated process intent into machine-specific M-codes, simulated toolpaths, and exported coordinate sets — the type of software plumbing most small DED teams end up reinventing.
What This Could Mean For Shops And Labs
For service bureaus and repair shops tweaking parameters on 316L stainless jobs, these results shift parameter tuning from art toward science. Setup around E and MUL gives operators quick sanity checks that would scale across part sizes and scan strategies, while the model set clarifies how hatch spacing and interlayer height drive layer growth and fusion. The low-power focus should help any team fighting thermal distortion, especially on thin walls and features near heat-sensitive substrates.
The demonstration centered on small rectangular prisms; throughput and duty-cycle limits for larger geometries were not stated. The results hinge on a four-nozzle head and a specific optical train, so transferability to single-nozzle or larger spots needs proof yet. DEDRA is registered but not described as open, and pricing — for software or process packages — was not provided. Real-time closed-loop control is positioned as “next,” not “now.”
Regardless, the direction is right: fewer knobs, stronger signals, and data you can use to plan jobs confidently. This tech could be quite a boost to DED, should it be commercialized.
Via The International Journal of Advanced Manufacturing Technology