
A new research paper looks for possible ways for bio derived photopolymer resins to make resin 3D printing more sustainable while keeping print speed and part quality intact.
Vat photopolymerization — stereolithography (SLA) and digital light processing (DLP) — delivers smooth surfaces and high feature details, but most commercial resins have petrochemical sources and are difficult or impossible to recycle. That creates a waste and carbon problem just as everyone is asking for lower environmental impact and documented end of life processes.
The paper surveys bio based building blocks and network designs that could change this situation. It positions circularity as more than just switching materials; instead it is a system that joins renewable content with repairability, rework, and chemical recovery, all without sacrificing throughput, curing, or part mechanical performance.
The researchers focus on additive manufacturing issues that Fabbaloo readers will know: viscosity for fast resin reflow, cure depth for reliable z bonds, and the post processing challenges of washing, post curing, and support removal. Any process that ignores those will not scale beyond the research paper.
Bio Content Meets Photopolymer Reality
On the resin side, the paper highlights families of bio derived acrylates, methacrylates, epoxies, and thiol ene systems sourced from plant oils, lignin and vanillin derivatives, isosorbide, and organic acids such as itaconic acid. Those chemistries can raise bio based content, but the hard part is formulating low viscosity blends that cure predictably with the typical 405 nm or 385 nm light engines in today’s resin 3D printers.
Bio monomers or bio fillers, like cellulose nanomaterials, can improve stiffness yet affect light exposure, clipping cure depth and slowing print jobs. The paper points to careful use of reactive diluents and matched absorbers to hold penetration depth in the sweet spot for DLP grayscale exposures, preserving speed and dimensional accuracy.
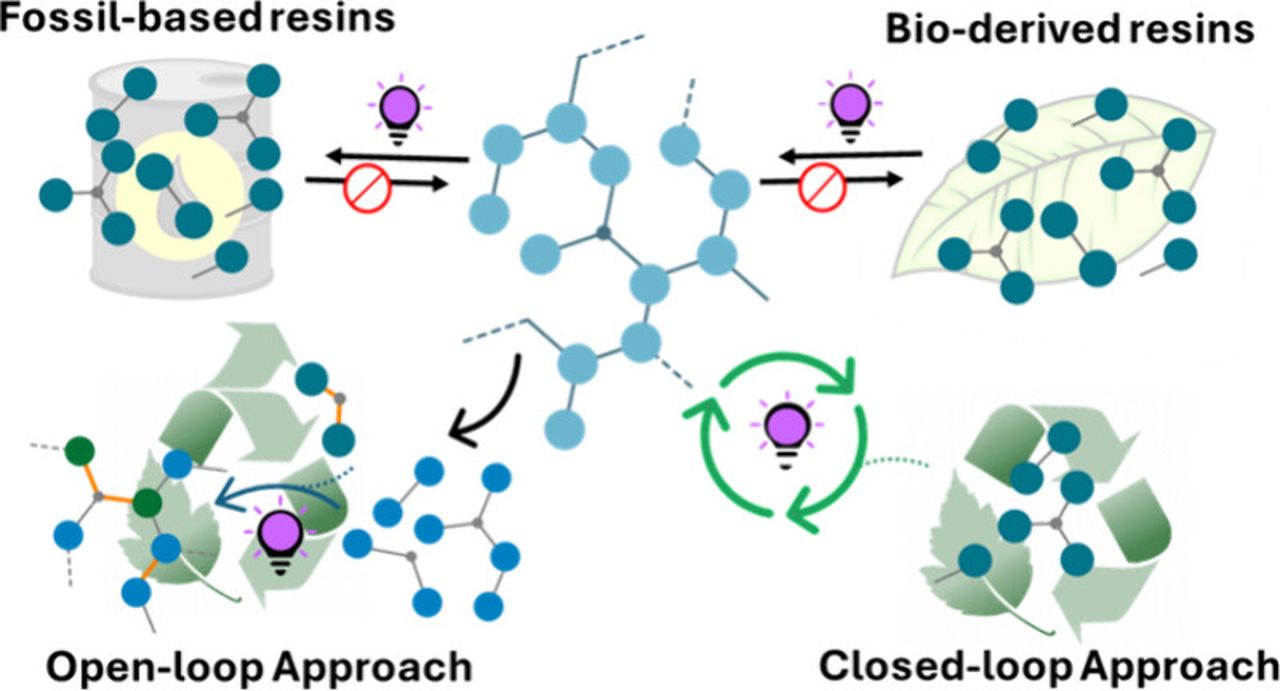
Dynamic covalent networks — often called vitrimers — are a centerpiece of their circular strategy. By embedding exchangeable bonds, parts can be reshaped, welded, or reprocessed under heat or mild catalysts, extending service life and enabling closed loop repair workflows. The tradeoff is ensuring those bonds stay quiet under normal use and standard post curing stages.
Designing For Real End Of Life
Circularity does not end at the build platform. The paper lists possible end of life options: chemical depolymerization back to monomers or oligomers, vitrimer reprocessing for shape or function updates, and, in specific cases, biodegradation under controlled industrial composting. Mechanical grinding and reblending is possible but usually degrades properties.
The paper calls for third party life cycle assessment, standardized bio based content reporting (for example, ASTM D6866), and durability testing over multiple repair and recycle cycles. Without that data, sustainability claims will stay at a “marketing level” and buyers in dental, consumer, and industrial markets might hesitate using them.
Adoption will likely start with prototyping and consumer goods, where qualification is easier or non-existent, before expanding into health care or automotive fixtures. Open resin ecosystems might help here: if new bio derived formulations can drop into existing SLA/DLP hardware with standard profiles and maintain layer times, operators can try them without retooling.
There is an increasing awareness of microplastic pollution in the public and industry, so this approach may become more important in the future.