
A new study measures the environmental and economic tradeoffs of making a VTOL UAV component by CNC milling, Selective Laser Melting, or metal extrusion.
The research paper looks past print speeds and instead compares three realistic methods that engineers actually choose for UAV flight hardware. For aerospace and UAV readers, this matters because the “best” process is rarely just about tensile strength or surface finish; Instead, buy-to-fly ratio, post-processing, grid mix, and machine utilization are often more important to final production costs.
The component being tested in the study is part of a vertical takeoff and landing platform (VTOL), a use case that requires mass reduction and repeatable quality. That sets up Selective Laser Melting (SLM) — as a natural candidate thanks to lattice options, but also requires a hard look at SLM’s energy intensity and support removal. Material extrusion with bound metal feedstock (a Material Extrusion, or MEX, variant) offers lower capital cost and simpler fixturing, although with lengthy debind and sintering steps. Conventional CNC milling, meanwhile, is mature, fast to set up, and dimensionally reliable, but often wastes a lot of material to get to the final part.
Three Approaches To The Same Part
In SLM, a laser selectively melts metal powder (often AlSi10Mg or Ti6Al4V for aerial parts) inside an inert chamber, building near-net shapes with internal features that milling equipment cannot reach. The advantages of SLM are high geometric freedom and strong, homogeneous material; constraints include powder handling, support strategies, and post-build heat treatment or HIP for critical loads. Throughput depends on laser count, layer thickness, and nesting in the build volume.
Metal MEX, typically using a filament or rod preloaded with metal particles, prints a green body that must be debound and sintered to full density. The printers are inexpensive and operate like FFF tools, but the furnace steps can dominate cycle time and energy, and shrinkage requires CAD scaling and tight process control. Mechanical properties are improving, though still application-dependent.
CNC mills a billet or near-net forging into the finished part. It is best at tolerances and surface finishes and is easy to certify, but the buy-to-fly ratio can be pretty poor when the design is highly organic. Waste chips can be recycled, but re-melting and re-alloying generate costs that must be accounted for.
Where The Impacts Really Come From
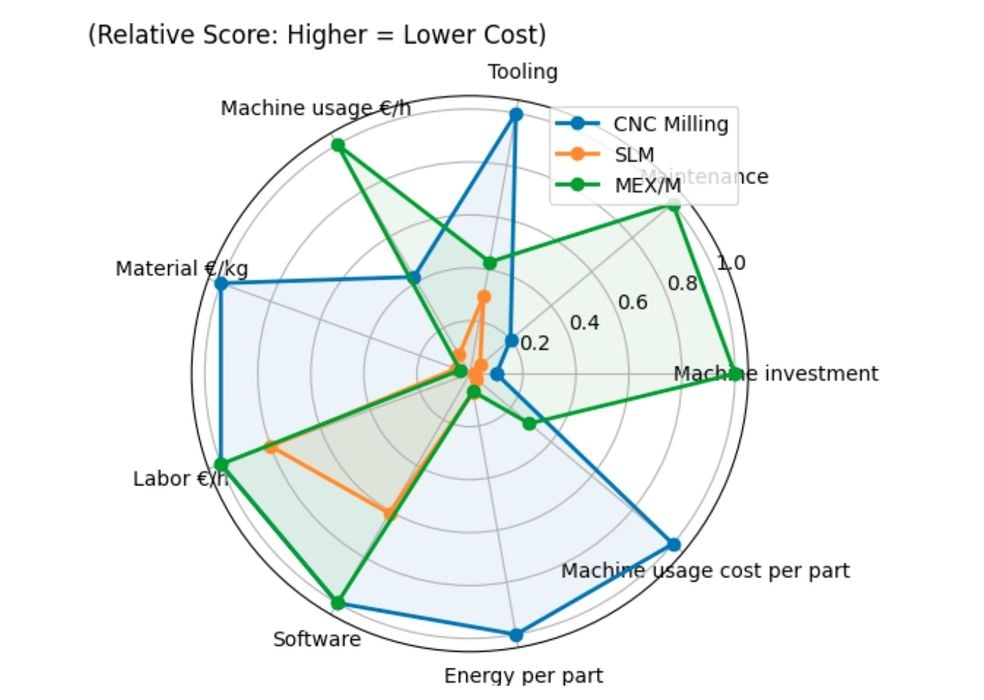
The paper assesses a functional unit of one qualified part and then accounts for material inputs, machine energy, tooling or consumables, and post-processing. While specific numbers vary with geometry and factory conditions, several patterns are evident. SLM tends to win on material efficiency and enables mass reductions that, for aircraft, echo into operational energy savings. However, the laser process is energy intensive per part unless builds are densely packed and machines run at high utilization; support design and removal can add hidden labor.
Metal extrusion’s printing phase is frugal, but debind and sinter become the critical path. Furnace loading, cycle recipes, and gas use shift the needle more than most people expect. Dimensional accuracy and porosity also depend on the sinter profile, which can trigger extra machining — another source of impact and cost. CNC looks surprisingly competitive when scrap is efficiently recycled and when the initial billet is close to net shape. But for complex UAV geometries, achieving the same weight as SLM may be unrealistic without multi-part assemblies.
Across all three approaches, utilization assumptions are critical. A half-empty SLM build or a lightly loaded furnace will inflate per-part energy, just as tool changes and setups can sink CNC productivity. Powder reuse rates, support strategies, and heat treat recipes also swing results. The study notes these factors and, appropriately, avoids one-size-fits-all conclusions.
According to the study, manufacturers might use SLM when mass reduction and internal channels materially improve flight performance and you can keep machines busy. They could then consider metal extrusion for small batches and lower capex, provided they can tightly manage sintering steps. The would then use CNC for simple geometries, tight tolerances, or when certification pathways demand it — and aggressively manage scrap created by milling.
This study does quantify the differences between these three popular manufacturing processes, and could provide some data for decisions.
Via Sustainability