
Researchers in Germany have shown how to 3D print foamed thermoplastic elastomers at large scale using thermally expandable microspheres.
The work comes from Ernst Abbe University of Applied Sciences Jena with materials partner kcd Kunststoffe. It targets large scale additive manufacturing (LSAM) using granule-based material extrusion (MEX), not filament. That is because LSAM pushes high flow rates, big beads, and thick layers — all of which complicate foaming behavior and dimensional control.
Foamed thermoplastics are not new in filament FFF, where chemical or physical blowing agents and “lightweight” filaments already exist. But this study look at syntactic foaming with thermally expandable microspheres (TEM): polymer shells prefilled with low-boiling agents that expand between roughly 131C and 206C. Because the shells remain intact, the result is a closed-cell structure with less risk of cell coalescence and collapse, at least in theory.
Why Foam LSAM Matters
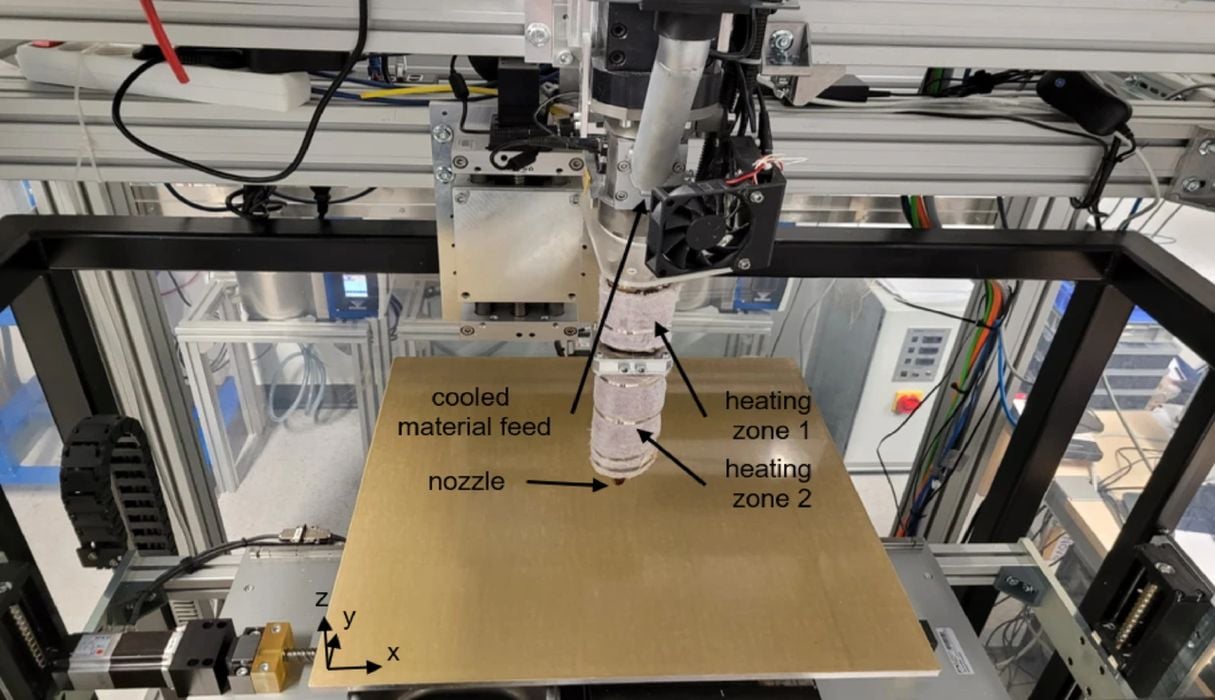
In LSAM, extrusion consistency drives everything from surface quality to machining allowances. The setup used a single-screw extruder (ExOn10, three mm brass nozzle), a 450 × 450 × 450 mm build space, a 70C bed, and two heating zones with the nozzle at 160C.
They varied extruder screw speed (ten, fifteen, twenty rpm) and feed rate (eight hundred, one thousand, one thousand two hundred mm per minute) at a fixed nozzle distance of two mm, across TEM loadings of zero to three wt%. The goal: hit bead width and height tolerance bands of ten ± two mm and two ± 0.2 mm, respectively. That sounds straightforward, but there is one catch — foaming breaks the usual volume-constancy assumptions.
The group observed the expected complications: die swell from elastic melt recovery, delayed microsphere expansion after deposition, and foam collapse if cooling lags. In other words, the extrusion height can end up lower than, equal to, or higher than the set layer gap, even at fixed flow and speed. They therefore derived empirical process windows for each TEM level rather than extending standard bead models with a simple “expansion factor.”
Process Windows And Measured Tradeoffs
Scanning electron microscope images confirmed uniform, closed cells through the strand cross section, with pore sizes tracking the initial microsphere size distribution. Pore count and size range increased with TEM loading; occasional pores were also seen without TEM, likely from outgassing. With three wt% TEM, density fell by as much as 62% relative to the unfoamed TPE. Shore A hardness dropped from 33 to 26 over the same range — exactly the kind of tunability buyers of damping pads and protective inserts would like to see.
Mechanical tests showed the expected orientation effects. ZX specimens, where the tensile load crosses bead interfaces, were weakest. Along-bead orientations (XZ, XY) stretched so far in the base TPE that the machine limits were reached, underscoring how foaming trades ductility for weight and damping. As TEM increased, tensile strength and elongation declined across all orientations as pores acted like discontinuities in the matrix.
Practically, this gives LSAM users a recipe: select a TEM level to target mass and compliance, then choose screw speed and feed within the matching window to hold bead height and width. For applications like customized packaging inserts, vibration isolation, and comfort components, printing near-net-shape cushions in a single material could beat multi-step foam fabrication and assembly, especially for short runs.
This is a very interesting step toward foam-on-demand for big parts.