

![Robotfactory’s continuous 3D printer [Source: Robotfactory]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a3ac82883.jpg)
I’m looking at some material from Robotfactory and noticed that print quality challenges are quite different.
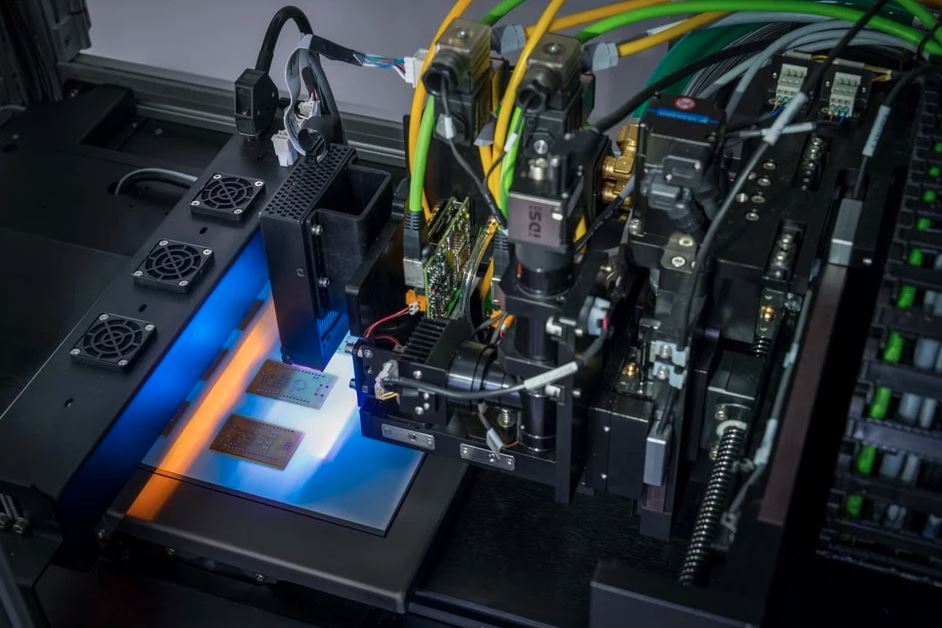
Robotfactory is an Italian 3D printing startup that produces the Sliding-3D desktop device, which we wrote about earlier this year. This is a highly unusual 3D printer that can print continuously. And by “continuously”, I mean literally continuously: the printer can unload prints on its own and proceed to the next print.
It does this by printing objects on a kind of conveyor belt system. When the print is complete, the belt moves forward and prints separate from the belt as it curls around the end roller. Hopefully, you have a bucket ready to catch the dozens of parts spilling off the machine as they complete.
You can see how it works in this video:
But there is something else that’s quite interesting that I realized after reading some of their material. You’ll notice in the video that the extruder is in a different orientation than conventional 3D printers, which are invariably vertically oriented.
In a typical 3D printer the filament arrives at the top and force pushes it straight down to the hot end, where it softens and is extruded. This aspect is different in the Sliding-3D machine, where the hot end and extruder are set at an angle.
Why so? They are changing the “plane of printing”.
Imagine a typical 3D printer’s plane of printing: it would be a rectangular area that matches the build plate.
What would the corresponding plane of printing be on the Sliding-3D machine? Would it be a rectangle that matches the top surface area of the conveyer belt system?
It could be, but then the maximum print size would correspond to the size of the conveyor belt. Robotfactory has other ideas; they wish to not only print continuously with small objects, but also be able to print objects larger than the conveyor belt itself!
So they tip the print plane at an angle. This means the layers arrive on that angle. But where does the top layer stop?
It doesn’t.
The angled layers are produced consecutively and – infinitely! There is no “top” layer. As long as you can mechanically support the lengthy print past the conveyor belt’s end, you can print as long as you have input material.
Now the interesting part. Because of this goal, the print layers are angled different from typical 3D printers, and, according to Robotfactory, this provides some interesting advantages because of the unusual nature of the extrusion. There are a couple of effects that change the situation.
First, there is somewhat less need for support material, as the angled extrusion provides a way to support layers in a different direction. Obviously, this depends utterly on the orientation and geometry of the part being printed.
![Surface quality comparison [Source: Robotfactory]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a3ace5797.jpg)
Robotfactory also says that surface quality can be improved. This can also happen as a result of the angled extrusion. In flat surfaces that are slightly angled, one can easily produce a kind of voxelation as the fine layers span wide distances. If extruding at an angle, such effects would disappear unless you happen to be 3D printing a surface very close to the angle of extrusion, which is unlikely. They say that this improves surface quality and bottom surface quality.
![Delamination effects of angled 3D printing [Source: Robotfactory]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a3ad3842a.jpg)
They also say that delamination, the bane of 3D printing in which layers separate if enough force is applied, is minimized with the angled extrusion. Again, this is entirely possible but depends on the part orientation and geometry.
Angled – or continuous – 3D printing is certainly an interesting topic that we want to learn more about. We’re hoping to see one of these devices in person at the formnext exhibition in a few days.
Via Robotfactory






There have been multiple attempts to develop continuously operating 3D printers, but none seem to have been widely adopted. Why is this the case?