
A new study explores laser-heated rapid 3D printing of carbon fiber machine parts to lift speed and strength.
The paper investigates a laser heating method applied during composite deposition, an idea that has been floating in research circles for years but rarely documented with rigorous process analysis. Carbon fiber reinforced polymers are already common in additive manufacturing via the FFF process using chopped fiber filaments and, less frequently, via continuous fiber placement. The limiting factor in most systems is thermal management: at higher print speeds, layers do not fully fuse, which erodes Z strength and causes delamination in service.
Several commercial strategies attempt to compensate. Some FFF machines use higher nozzle temperatures, enclosed chambers, or slow toolpaths to keep the bead hot long enough to bond. Others shift to processes like Selective Laser Sintering (SLS) of carbon-filled nylon to bypass extrusion limits, trading off continuous fiber reinforcement. Laser-assisted consolidation during deposition promises a different balance by putting energy exactly where it is needed, and only when it is needed.
Adding Heat Where FFF Needs It Most
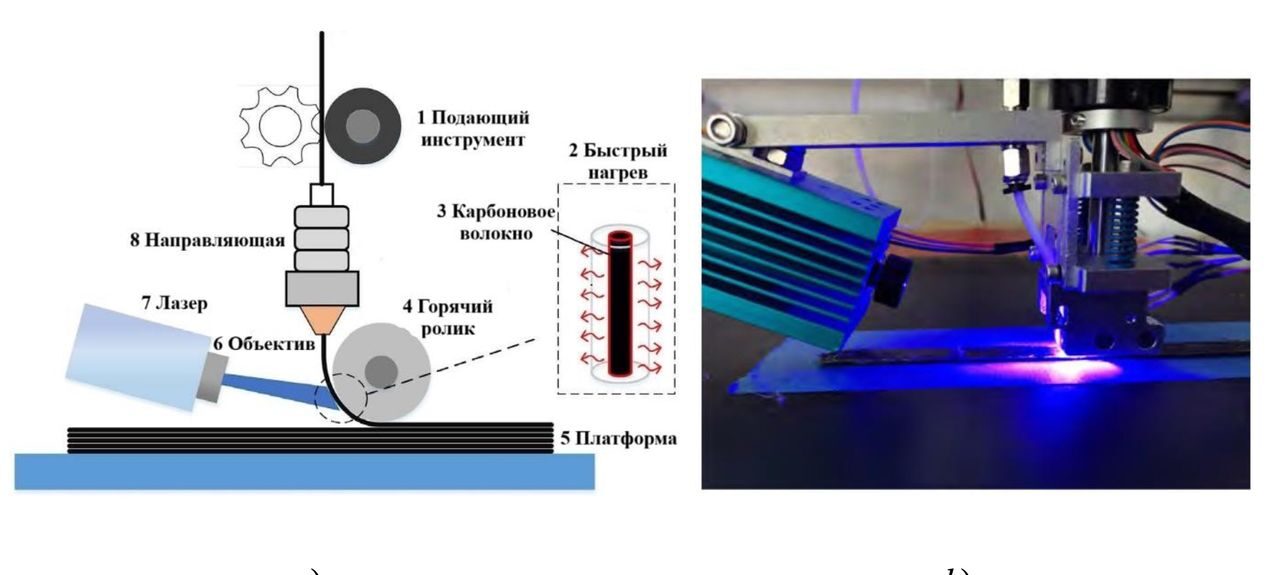
Rather than heating the entire build volume, a compact diode or fiber laser can preheat the substrate and the extruded material at the point of laydown, raising surface temperature above glass transition or melt just before contact. In principle, that can increase interlayer diffusion and reduce voids even at higher feed rates. It is similar in spirit to automated fiber placement tools that use lasers to fuse thermoplastic tapes, but scaled to a 3D printer toolhead.
Based on the title and typical lab setups, the researchers likely tested deposition with a laser exposure aligned to the melt pool, then measured strength versus speed to quantify benefits. That is speculation, because the listing does not include detailed parameters, but prior art suggests a few knobs that matter: laser wavelength and power, beam spot size, scan offset relative to the nozzle, and closed loop temperature control. Carbon fiber’s absorptivity varies with wavelength and matrix resin, so pairing the laser to the material system is not trivial.
The interesting angle is the emphasis on “rapid” printing of machine parts, which implies the team targeted throughput rather than just incremental strength. If laser preheating maintains interlayer adhesion at higher travel and extrusion rates, it could unlock meaningful cycle time reductions without moving to pellet extrusion. That would appeal to shops producing jigs, fixtures, housings, or semi-structural brackets where chopped carbon fiber filaments already deliver stiffness but struggle with Z-axis performance.
There are some items to watch. The paper’s summary does not list specific polymers, build volume, layer heights, or quantifiable gains in strength or time, and there is no published pricing for a laser module. Overheating can degrade resins, and localized heating can increase residual stress or surface roughness if not tuned. Beam alignment adds maintenance and safety overhead, especially in open-frame systems. Process monitoring, like pyrometers or thermal cameras, may be required for closed loop control, which complicates integration with commodity motion controllers and slicers.
Compared to mainstream players, this approach sits between Markforged and Anisoprint style continuous fiber deposition and high-temperature FFF machines that rely on heated chambers. It also parallels large-format extrusion with supplemental heat sources, but on a smaller footprint. If successful, it could reduce human touch time by minimizing post-processing, reprints, or annealing cycles, and it might elevate composite FFF for small-batch production where SLS is overkill.
Proof, Adoption, And The Road Ahead
To gauge production viability, the community will want quantitative data: tensile and interlaminar shear strength across speeds, porosity measurements, thermal profiles at the bead, surface quality metrics, and energy per part. Reliability over long prints, especially with carbon-filled nozzles and filters, will matter as much as peak speed claims. A head-to-head against a heated-chamber baseline would be especially persuasive.
Adoption could start as retrofit toolheads on open-architecture printers in research labs and service bureaus, followed by integrated systems if the control stack proves robust. Material vendors might tune filaments for laser absorptivity to widen the process window. The risk is added complexity without a clear cost per part gain; if maintenance and calibration eat the speed advantage, users will stick with known recipes.
If a small spot of light really can buy big gains for composites, machine shops may soon be following the beam rather than slowing the print.