
Chemnitz researchers just showed a low cost, vision and AI approach that models and controls Fused Filament Fabrication (FFF) extrusion to improve accuracy without endless slicer tweaks.
Today’s FFF tools still assume that filament feed equals nozzle outflow, which falls apart whenever speeds change. Pressure Advance helps, but it is a relatively simple model. And while vendors like Bambu Lab add cameras and torque sensing for spaghetti detection and adaptive flow, they do not directly measure strand width or close the loop on extrusion geometry.
That gap becomes more important as materials diversify. Thermoplastic elastomers stretch, filled filaments slip and abrade, and viscosity depends on shear and temperature. The result is known to any FFF user: overfill on decel, underfill on accel, and walls that do not quite match the CAD model.
A Low Cost Path To Closed Loop Extrusion
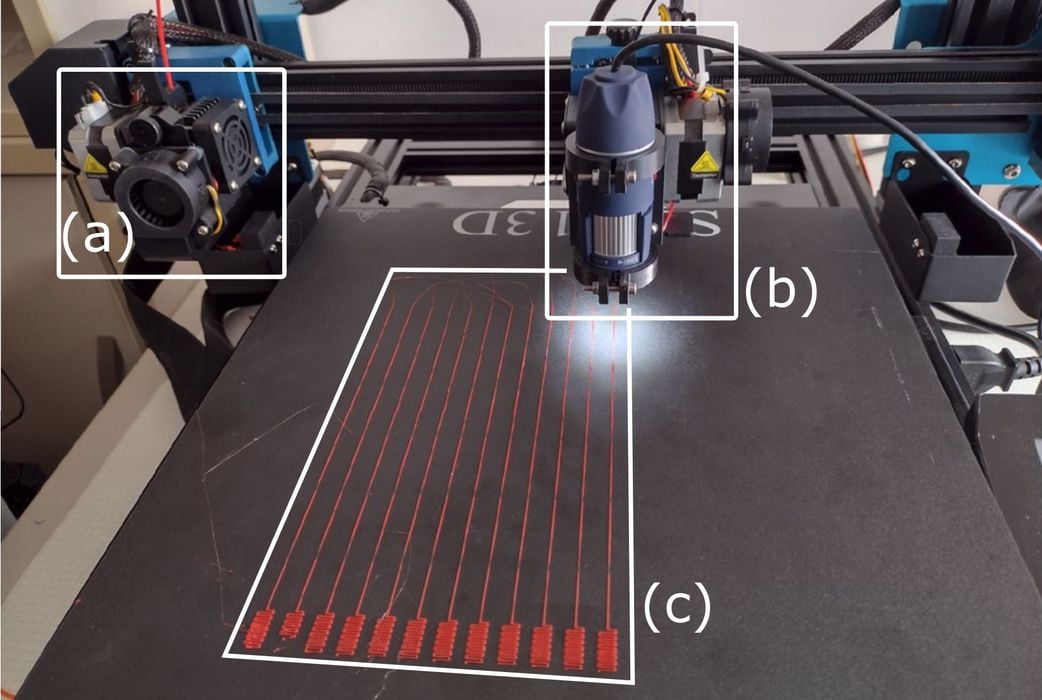
The Chemnitz team mounted an inexpensive microscope camera to the secondary carriage of a Sovol dual extruder and modified firmware to log axis targets every two ms. They printed straight paths while jumping the head speed between slow and fast and then scanned the finished path with the camera moving at two mm/s to collect overlapping images tagged to printer coordinates.
Instead of brittle thresholds, they trained a small U Net on just nine hand labeled frames to segment the extrudate robustly across different beds and filaments. From each image the system calculated the local strand width and mapped it back to time and motion. With an eight by eight bed mesh and careful camera calibration, the method reached an average standard deviation under 20 micrometers on a 500 micrometer target width — roughly a 4 percent measurement error.
The experiments used PLA through a 0.4 mm nozzle at 0.2 mm layer height around 200 C. The data confirmed the usual pain points: speed steps from ten to forty mm/s created delayed flow reductions and local over extrusion, while rapid accelerations produced transient under extrusion.
From Images To Model Predictive Control
Measurement is only half the story. The group built a lumped parameter model that captures slip in filament transport, melt residence time, temperature dependent viscosity via a lookup table, thermal expansion, and elastic deformation under the nozzle. They identified parameters by optimization against repeated step tests.
How close is the digital twin? Across three test sets, the model’s normalized root mean square error against measured width landed between 6.5 and 10.2 percent. Good enough for control, and far better than a slicer’s quasi steady state guess.
They then implemented Model Predictive Control (MPC), which simulates short horizons of extruder feed rate to minimize the deviation between target and predicted strand width, while penalizing feed acceleration and honoring actuator limits. In other words, the printer keeps head speed fixed while MPC shapes the filament feed profile to pre compensate the extrusion dynamics.
This sounds great, but one issue remains: the camera driven measurement here is offline. The team scans after printing a path to collect training data, then uses the model online to generate improved feed profiles. Real time vision in firmware is not attempted — wisely, given compute budgets and the poor lighting on consumer gantries.
If this approach matures, users could skip hand tuning retraction, extra prime, and Pressure Advance and instead let the printer learn a calibrated model for its hot end, filament, and temperatures. That could mean tighter perimeters, cleaner infill junctions, and more predictable dimensions, especially with flexibles or highly filled filaments. And a lot less work for operators.
For equipment manufacturers, it could be a way to closed loop extrusion without adding exotic flow sensors. A one time, automated characterization routine using a low cost camera could generate a robust model, then the printer runs model based control thereafter. The same framework should extend to pellet or paste extrusion by swapping the model structure.
The proof will be in two places: how much defect reduction MPC delivers on complex parts with frequent speed changes, and how small and efficient the model can get for firmware integration. The paper suggests offloading computation to an external controller is possible, but that brings its own reliability and latency questions.
This is a very interesting move toward printers that calibrate once and print on purpose — not by guesswork.