
Flashforge has patented a resin printing control method that watches force data to decide when each layer is actually ready.
One issue in resin 3D printing is simply knowing what is happening between the cured layer, the resin, the film, and the build platform. Desktop resin printers often use fixed wait times between layers and fixed lift distances to ensure layers are complete. That works, but also could eat up some elapsed time.
In resin systems, each layer goes through several mechanical events. Fresh resin must flow back under the part. The layer must cure. The cured layer must separate from the release film or vat surface. Stresses created during exposure and peel must settle enough before the printer moves on.
Resin printer operators see only the result: a successful print, a failed print, or a part with dimensional errors. The printer itself doesn’t have an idea of why that happened. The patent, CN121871109A, appears to be filling that gap.
Watching The Peel Instead Of Guessing
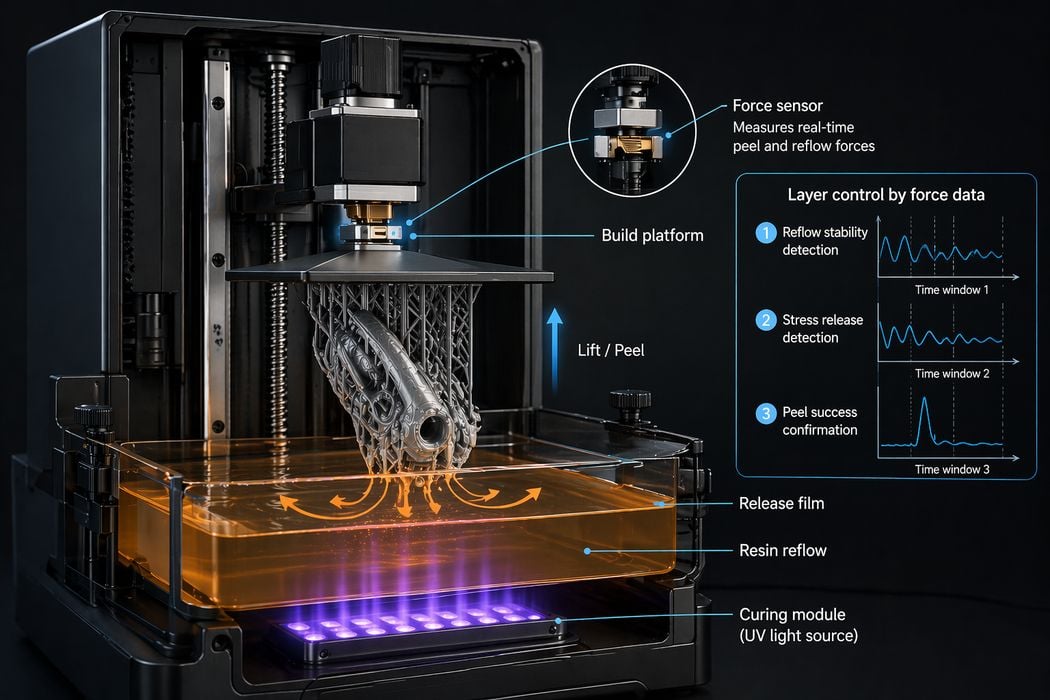
The patent describes a photopolymerization printing control method implemented in the controller of a 3D printer. The key input is force data collected in real time by a force sensor. Instead of blindly waiting for the specified number of seconds, the printer examines force fluctuations over several time windows.
First, the system returns the printing platform to its original position and monitors force readings to determine whether resin reflow has stabilized. If the readings indicate stable reflow, the curing module exposes the material and forms the current layer.
Then the printer uses a second time window to determine whether stress has been released after curing. If the system judges that stress has settled, it commands the drive module to move the platform and perform the peeling action. Finally, a third time window of force data is used to determine whether the layer has successfully peeled. Only then does the system mark the current layer as complete.
This is a sensible approach because peel forces are the biggest constraint in resin printing. They influence print reliability, surface quality, dimensional accuracy, support failure, print speed and how aggressively a machine can lift between layers. Too fast, and the part may distort or detach. Too slow, and the printer wastes time on every layer.
Force sensing has appeared in multiple resin and FFF systems before. But the more interesting idea is using force fluctuation patterns as a layer-by-layer decision mechanism for resin reflow, stress release, and peel confirmation. That makes the machine more adaptive than one running fixed exposure and motion parameters.
A Better Fit For Automated Resin Printing
This could matter most for lower cost resin printers, where operators often tweak print parameters manually to compensate for resin viscosity, temperature, part geometry, release film condition, and support design. A highly viscous material, a large cross section layer, or an aging release film can all change peel behavior. A closed loop controller could notice some of those changes without asking the user to tune every parameter.
It could also help Flashforge compete more directly with other desktop and prosumer resin printer makers such as Anycubic, Elegoo, Phrozen, Creality, and Formlabs. Formlabs has long focused process control and reliability as part of its value proposition. If Flashforge can put proper sensing and closed loop layer control into more affordable machines, that would certainly differentiate their equipment in the market.
There is also the usual patent caution. Remember, this is only a patent publication, not a product announcement. Flashforge may never ship this exact system.
Still, their strategy is quite interesting. They’re working on a basic assumption that has held in resin 3D printing since the beginning, and replacing it with a smarter approach.